
涂料机械
研究工程机械用涂料与涂装发展方向
涂装生产线要求:结构紧凑、安全可靠、高效、低噪音、低能耗、低维护要求和使用寿命长的涂装生产线,并用合格的涂装生产线涂装出优良、合格、满足防腐和装饰要求的涂层;涂装施工采用部件涂装施工方式,流水线作业,避免采用“孤岛”方式进行涂装作业;预处理系统涵盖脱脂磷化及抛丸处理;底漆系统涵盖电泳涂装和喷涂施工。
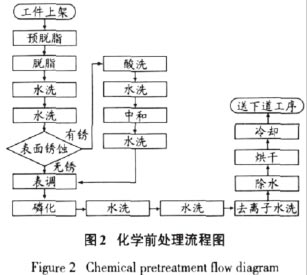
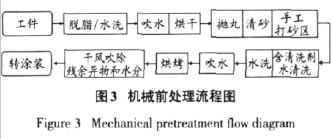
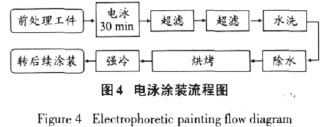
化学前处理:工件表面存在的氧化皮会促进钢件作为阳极而被腐蚀,使腐蚀向钢件内部深入,时间久了会因氧化皮的增厚、膨胀而使漆膜脱落;铁锈的存在会加快钢件的进一步腐蚀;油污和灰尘会影响涂料与钢件的结合,影响涂膜的均一性、致密性和光泽;焊接残余物的电极电位与钢件的不同,易引起钢件的腐蚀;如果增加工件表面的粗糙度,则涂膜与钢件的接触面积增加,涂膜附着力提高,所以应对工件表面进行前处理。化学前处理流程见图2。工件机械前处理流程见图3。电泳涂装工艺流程(适用于薄板件和小部件)见图4。
2.2.2涂装施工设备
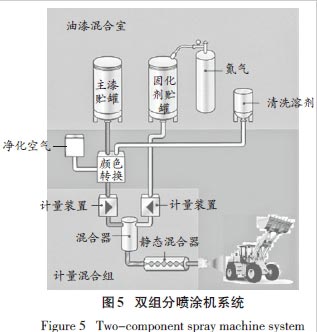
双组分喷涂机:双组分喷涂机系统(图5)是将要使用的主漆和固化剂分别存放于独立的贮罐中。主漆用稀释剂调节好黏度,固化剂贮罐充氮保护(环氧固化剂不需要),两者各自通过流量计计量,按固定比例在设备上混合后喷涂,完全避免混合物过度存放所造成的损失。
双组分喷涂机:双组分喷涂机系统(图5)是将要使用的主漆和固化剂分别存放于独立的贮罐中。主漆用稀释剂调节好黏度,固化剂贮罐充氮保护(环氧固化剂不需要),两者各自通过流量计计量,按固定比例在设备上混合后喷涂,完全避免混合物过度存放所造成的损失。
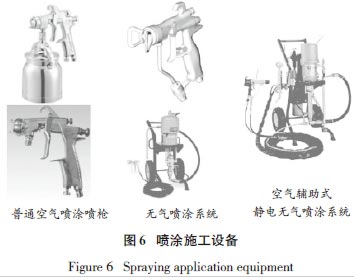
其他喷涂设备包括普通空气喷涂喷枪、无气喷涂系统和静电无气喷涂系统,见图6。
2.2.3涂料施工方式
工件经表面处理后,将进行一至数层涂料的涂装。第一层涂膜提供了对腐蚀的抵抗能力,并可以将工件表面的瑕疵填平,且提供了与上层涂膜相结合的界面,而最上层涂膜则决定了工件的颜色。
浸涂:它是将工件浸没于涂料中,然后取出,让表面多余的漆液自然滴落,除去过量涂料,经干燥后达到涂装目的的一种涂装方法。当浸泡完成后,可以将工件以悬挂或者托盘方式处理,多余的涂料液滴返回槽液中,以达到回收的效果。此种涂装方法适用于小型的五金零件、钢质管架、薄片以及结构比较复杂的器材或电气绝缘材料等。采用浸涂涂装的方法,省工省料,生产效率高,设备与操作简便,可与机械化、自动化生产配套进行连续生产,最适宜单一品种的大量生产。但使用此种方式涂装则需注意控制涂料液的循环、过滤,以及温度和黏度。被涂件不宜过大,不应有积存漆液的凹面。
无气喷涂:它是给液体涂料加压,利用约1500~3000psi的压力将液体涂料泵送至喷枪,然后通过喷嘴喷出以达到涂布的效果。此种施工方式的优点为可有效将涂料涂布至大面积的工件表面。缺点有三:第一,流体压力高,会导致涂料回流;第二,喷嘴尖端的磨损较严重;第三,泵的使用寿命短。
空气辅助无气喷涂:它结合了以上两种方法的优点,在压力约800~1000psi的状态下,辅助空气使在较高压力下喷出来的漆液能很好地雾化。此方法减少了气流的压力,可降低因抑制涂料回流现象所造成的紊流表面的影响;使用静电喷枪还能进一步提高生产效率,降低涂料损耗,同时边缘和锐角也能喷涂上相对较多的涂料。
工件经表面处理后,将进行一至数层涂料的涂装。第一层涂膜提供了对腐蚀的抵抗能力,并可以将工件表面的瑕疵填平,且提供了与上层涂膜相结合的界面,而最上层涂膜则决定了工件的颜色。
浸涂:它是将工件浸没于涂料中,然后取出,让表面多余的漆液自然滴落,除去过量涂料,经干燥后达到涂装目的的一种涂装方法。当浸泡完成后,可以将工件以悬挂或者托盘方式处理,多余的涂料液滴返回槽液中,以达到回收的效果。此种涂装方法适用于小型的五金零件、钢质管架、薄片以及结构比较复杂的器材或电气绝缘材料等。采用浸涂涂装的方法,省工省料,生产效率高,设备与操作简便,可与机械化、自动化生产配套进行连续生产,最适宜单一品种的大量生产。但使用此种方式涂装则需注意控制涂料液的循环、过滤,以及温度和黏度。被涂件不宜过大,不应有积存漆液的凹面。
无气喷涂:它是给液体涂料加压,利用约1500~3000psi的压力将液体涂料泵送至喷枪,然后通过喷嘴喷出以达到涂布的效果。此种施工方式的优点为可有效将涂料涂布至大面积的工件表面。缺点有三:第一,流体压力高,会导致涂料回流;第二,喷嘴尖端的磨损较严重;第三,泵的使用寿命短。
空气辅助无气喷涂:它结合了以上两种方法的优点,在压力约800~1000psi的状态下,辅助空气使在较高压力下喷出来的漆液能很好地雾化。此方法减少了气流的压力,可降低因抑制涂料回流现象所造成的紊流表面的影响;使用静电喷枪还能进一步提高生产效率,降低涂料损耗,同时边缘和锐角也能喷涂上相对较多的涂料。
下一篇:探讨工程机械涂装发展方向
相关文章
发布评论
 已有
已有 杭州湖州绍兴马莱
杭州湖州绍兴马莱 巴洛克风格餐厅
巴洛克风格餐厅 马来漆工程097
马来漆工程097 马来漆工程095
马来漆工程095 马来漆工程094
马来漆工程094 马来漆工程086
马来漆工程086 马来漆工程082
马来漆工程082 马来漆工程078
马来漆工程078 马来漆工程069
马来漆工程069 马来漆工程065
马来漆工程065 马来漆工程061
马来漆工程061 马来漆工程060
马来漆工程060 马来漆工程051
马来漆工程051 马来漆工程036
马来漆工程036 马来漆工程034
马来漆工程034 马来漆工程031
马来漆工程031 马来漆工程028
马来漆工程028 马来漆工程001
马来漆工程001 马来漆工程002
马来漆工程002 马来漆工程003
马来漆工程003 马来漆工程004
马来漆工程004 马来漆工程005
马来漆工程005 马来漆工程006
马来漆工程006 马来漆工程007
马来漆工程007 马来漆工程008
马来漆工程008