
涂料机械
研究工程机械用涂料与涂装发展方向
工程机械用涂料与涂装受关注的原因:第一,用户对工程机械涂装质量的重视程度提高;第二,工程机械制造厂本身提升产品品质、提高人均产值、效益
及自身发展的需要;第三,同行业涂装质量提升造成的竞争压力;第四,产业发展政策与法规要求。
涂料与涂装技术围绕5E方向发展:高性能(excellence ofperformance);易施工(ease of application);省资源(economics);省能源(energy saving);低生态危害(ecology)。
工程机械用涂料和涂装也从材料、工艺、设备等方面不断追求更高的产能、效率、质量,以及更少的材料和能耗,减少直至消除三废排放。提高工程机械用涂料的防腐蚀性和各种环境气候条件下的适应性,降低涂料固化温度,降低成本,提高质量,仍将是今后工程机械用涂料研究领域的主攻方向。
1工程机械用涂料与涂装发展历程
1.1第一阶段
涂料品种与涂层设计:酚醛、醇酸、环氧酯等底漆;酚醛或醇酸调合漆、醇酸磁漆等面漆;涂层厚度不控制或控制不严格。
表面处理:采用手工或动力工具(砂轮或钢丝轮)打磨除锈,少数企业部分采用抛丸或喷砂除锈,以及三合一(即除油、除锈、钝化)工艺,手工擦拭。
涂装工艺与设备:以辊刷或空气喷涂为主要施工方式,无专门的喷漆房和固定喷漆场地,在户外或其它工艺场所涂装。
质量管理:未将涂装质量作为重要质量组成部分进行控制。
1.2第二阶段
涂料品种与涂层设计:过氯乙烯、环氧酯、改性醇酸等底漆;丙烯酸类、醇酸类等面漆;涂层厚度控制在80~120μm。
表面处理:厚钢板采用喷砂或抛丸工艺处理,以人工操作为主。薄钢板槽浸式除油、除锈、磷化。
涂装工艺与设备:以辊刷或空气喷涂为主要施工方式,无专门的喷漆房,有的没有固定喷漆场地,在户外或其它工艺场所涂装。
质量管理:有一些控制手段,但不全面,未配备专业涂装工程师。
1.3第三阶段
涂料品种与涂层设计:环氧类、聚氨酯类等底漆;改性醇酸、聚氨酯等面漆;涂层厚度控制在80~150μm。
表面处理:厚钢板采用喷砂或抛丸工艺处理,以人工操作为主,部分企业采用自动处理。薄钢板开始使用喷淋方式,流水线作业。
涂装工艺与设备:开始采用无气喷涂设备施工,设有专门的喷漆房,有的配备了固定烘漆房;个别部件开始采用流水化作业方式进行涂装。
质量管理:比较重视涂装质量控制,有一些检验控制手段,但不全面。
1.4第四阶段
涂料品种与涂层设计:厚膜型环氧类、聚氨酯类、富锌类等底漆,个别部件采用电泳底漆;出口产品、海边型产品或要求防腐寿命较长(5年以上)的产品采用环氧类中涂漆;高固体分丙烯酸聚氨酯面漆(脂肪族);视市场和工程机械使用环境,采用不同的涂层设计,一般要求设计涂层厚度≥120μm,较高要求设计涂层厚度≥160μm。
表面处理:结构件采用全自动抛丸进行表面处理,流水线作业;薄板件采用脱脂磷化工艺进行前处理,流水线作业。
涂装工艺与设备:开始采用静电喷涂,辅助无空气喷涂(带静电和不带静电),设有专门的喷漆房和烘漆房。几乎所有部件进行从前处理到装配的完全涂装流水线作业。
质量管理:十分重视涂装质量的控制,配备了专业涂装工程师、检验人员,检测仪器齐全,质量管理严格。
1.5第五阶段
这是工程机械用涂料与涂装应用技术改进和提高的阶段。
涂料要求:采用环境友好型涂料(低VOC涂料:
水性涂料、高固体分涂料、粉末涂料),不含重金属等。
施工设备:电泳涂装设备、静电喷涂设备,机器人喷涂等。
施工工艺:大规模、流水线、自动化程度高、产业化。
环境条件:涂装环境满足恒温、恒湿和洁净的空气(空气粉尘含量控制)等要求。
干燥方式:热风循环,红外干燥。
环境污染因素控制和处理:控制和处理涂装生产线产生的废气、废水、废渣和噪声污染。
2工程机械用涂料与涂装技术的发展与进步
2.1涂料技术发展与进步
通常每一种涂料在涂装时都会有挥发性有机化合物(VOC)或者其它危险性空气污染物(HAPs)的排放,会对人体造成一定的伤害。这些VOC排放到大气中后,会产生一定的光电反应,对臭氧层有一定的破坏作用,导致皮肤癌、白内障,削弱免疫系统。因此,减少涂料本身VOC含量以及控制涂料涂装过程中VOC的排放,已成为涂料发展的主题。
为降低VOC的排放,应采用以下4类环境友好型涂料:
高固体分涂料:可取代传统溶剂型涂料,并逐渐向无溶剂涂料方向发展。此种涂料比传统溶剂型涂料在相同施工黏度下包含更多的固体分,溶剂含量则相应减少。涂料的固体分增大,覆盖表面积较传统涂料更多,因此可减少涂料的需求量,同时也降低VOC含量。
水性涂料:它是一种用水作为溶剂或分散剂的涂料,可以减少由火产生的危险,毒性较低,降低涂装过程中VOC的排放。水性涂料的使用限制:工件表面的前处理要求较高;干燥过程需严格控制温湿度;需使用不锈钢的设备;使用静电设备时,需将电源接地以降低电压突变所造成的灾害。
粉末涂料:它对环境污染很小,具有良好的耐腐蚀性、装饰性和耐候性。它由干燥的涂料粒子组成,其VOC含量<4%。这些涂料粒子通过静电吸附至工件表面,并经过烘烤形成一层连续薄膜。粉末涂料在工程机械行业已有使用,技术成熟。
紫外光和电子束固化涂料:它主要由低相对分子质量的聚合物组成,通过紫外线(UV)或电子束(EB)照射涂膜,产生辐射聚合、辐射交联和辐射接枝等反应,迅速将低相对分子质量物质转变成高相对分子质量产物。固化直接在不加热的底材上进行,体系中不含溶剂或含极少量溶剂,辐照后涂膜几乎100%固化,VOC排放量很低。它在木器和塑料件涂装中已大量采用,但因性能原因,在金属件上的应用受限制。
2.2涂装工艺与设备的技术发展与进步
2.2.1涂装工艺
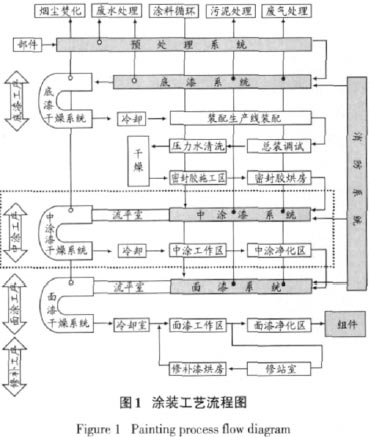
涂装工艺流程图见图1。图中虚线内容按实际需要取舍。
及自身发展的需要;第三,同行业涂装质量提升造成的竞争压力;第四,产业发展政策与法规要求。
涂料与涂装技术围绕5E方向发展:高性能(excellence ofperformance);易施工(ease of application);省资源(economics);省能源(energy saving);低生态危害(ecology)。
工程机械用涂料和涂装也从材料、工艺、设备等方面不断追求更高的产能、效率、质量,以及更少的材料和能耗,减少直至消除三废排放。提高工程机械用涂料的防腐蚀性和各种环境气候条件下的适应性,降低涂料固化温度,降低成本,提高质量,仍将是今后工程机械用涂料研究领域的主攻方向。
1工程机械用涂料与涂装发展历程
1.1第一阶段
涂料品种与涂层设计:酚醛、醇酸、环氧酯等底漆;酚醛或醇酸调合漆、醇酸磁漆等面漆;涂层厚度不控制或控制不严格。
表面处理:采用手工或动力工具(砂轮或钢丝轮)打磨除锈,少数企业部分采用抛丸或喷砂除锈,以及三合一(即除油、除锈、钝化)工艺,手工擦拭。
涂装工艺与设备:以辊刷或空气喷涂为主要施工方式,无专门的喷漆房和固定喷漆场地,在户外或其它工艺场所涂装。
质量管理:未将涂装质量作为重要质量组成部分进行控制。
1.2第二阶段
涂料品种与涂层设计:过氯乙烯、环氧酯、改性醇酸等底漆;丙烯酸类、醇酸类等面漆;涂层厚度控制在80~120μm。
表面处理:厚钢板采用喷砂或抛丸工艺处理,以人工操作为主。薄钢板槽浸式除油、除锈、磷化。
涂装工艺与设备:以辊刷或空气喷涂为主要施工方式,无专门的喷漆房,有的没有固定喷漆场地,在户外或其它工艺场所涂装。
质量管理:有一些控制手段,但不全面,未配备专业涂装工程师。
1.3第三阶段
涂料品种与涂层设计:环氧类、聚氨酯类等底漆;改性醇酸、聚氨酯等面漆;涂层厚度控制在80~150μm。
表面处理:厚钢板采用喷砂或抛丸工艺处理,以人工操作为主,部分企业采用自动处理。薄钢板开始使用喷淋方式,流水线作业。
涂装工艺与设备:开始采用无气喷涂设备施工,设有专门的喷漆房,有的配备了固定烘漆房;个别部件开始采用流水化作业方式进行涂装。
质量管理:比较重视涂装质量控制,有一些检验控制手段,但不全面。
1.4第四阶段
涂料品种与涂层设计:厚膜型环氧类、聚氨酯类、富锌类等底漆,个别部件采用电泳底漆;出口产品、海边型产品或要求防腐寿命较长(5年以上)的产品采用环氧类中涂漆;高固体分丙烯酸聚氨酯面漆(脂肪族);视市场和工程机械使用环境,采用不同的涂层设计,一般要求设计涂层厚度≥120μm,较高要求设计涂层厚度≥160μm。
表面处理:结构件采用全自动抛丸进行表面处理,流水线作业;薄板件采用脱脂磷化工艺进行前处理,流水线作业。
涂装工艺与设备:开始采用静电喷涂,辅助无空气喷涂(带静电和不带静电),设有专门的喷漆房和烘漆房。几乎所有部件进行从前处理到装配的完全涂装流水线作业。
质量管理:十分重视涂装质量的控制,配备了专业涂装工程师、检验人员,检测仪器齐全,质量管理严格。
1.5第五阶段
这是工程机械用涂料与涂装应用技术改进和提高的阶段。
涂料要求:采用环境友好型涂料(低VOC涂料:
水性涂料、高固体分涂料、粉末涂料),不含重金属等。
施工设备:电泳涂装设备、静电喷涂设备,机器人喷涂等。
施工工艺:大规模、流水线、自动化程度高、产业化。
环境条件:涂装环境满足恒温、恒湿和洁净的空气(空气粉尘含量控制)等要求。
干燥方式:热风循环,红外干燥。
环境污染因素控制和处理:控制和处理涂装生产线产生的废气、废水、废渣和噪声污染。
2工程机械用涂料与涂装技术的发展与进步
2.1涂料技术发展与进步
通常每一种涂料在涂装时都会有挥发性有机化合物(VOC)或者其它危险性空气污染物(HAPs)的排放,会对人体造成一定的伤害。这些VOC排放到大气中后,会产生一定的光电反应,对臭氧层有一定的破坏作用,导致皮肤癌、白内障,削弱免疫系统。因此,减少涂料本身VOC含量以及控制涂料涂装过程中VOC的排放,已成为涂料发展的主题。
为降低VOC的排放,应采用以下4类环境友好型涂料:
高固体分涂料:可取代传统溶剂型涂料,并逐渐向无溶剂涂料方向发展。此种涂料比传统溶剂型涂料在相同施工黏度下包含更多的固体分,溶剂含量则相应减少。涂料的固体分增大,覆盖表面积较传统涂料更多,因此可减少涂料的需求量,同时也降低VOC含量。
水性涂料:它是一种用水作为溶剂或分散剂的涂料,可以减少由火产生的危险,毒性较低,降低涂装过程中VOC的排放。水性涂料的使用限制:工件表面的前处理要求较高;干燥过程需严格控制温湿度;需使用不锈钢的设备;使用静电设备时,需将电源接地以降低电压突变所造成的灾害。
粉末涂料:它对环境污染很小,具有良好的耐腐蚀性、装饰性和耐候性。它由干燥的涂料粒子组成,其VOC含量<4%。这些涂料粒子通过静电吸附至工件表面,并经过烘烤形成一层连续薄膜。粉末涂料在工程机械行业已有使用,技术成熟。
紫外光和电子束固化涂料:它主要由低相对分子质量的聚合物组成,通过紫外线(UV)或电子束(EB)照射涂膜,产生辐射聚合、辐射交联和辐射接枝等反应,迅速将低相对分子质量物质转变成高相对分子质量产物。固化直接在不加热的底材上进行,体系中不含溶剂或含极少量溶剂,辐照后涂膜几乎100%固化,VOC排放量很低。它在木器和塑料件涂装中已大量采用,但因性能原因,在金属件上的应用受限制。
2.2涂装工艺与设备的技术发展与进步
2.2.1涂装工艺
涂装工艺流程图见图1。图中虚线内容按实际需要取舍。
下一篇:探讨工程机械涂装发展方向
相关文章
发布评论
 已有
已有 杭州湖州绍兴马莱
杭州湖州绍兴马莱 巴洛克风格餐厅
巴洛克风格餐厅 马来漆工程097
马来漆工程097 马来漆工程095
马来漆工程095 马来漆工程094
马来漆工程094 马来漆工程086
马来漆工程086 马来漆工程082
马来漆工程082 马来漆工程078
马来漆工程078 马来漆工程069
马来漆工程069 马来漆工程065
马来漆工程065 马来漆工程061
马来漆工程061 马来漆工程060
马来漆工程060 马来漆工程051
马来漆工程051 马来漆工程036
马来漆工程036 马来漆工程034
马来漆工程034 马来漆工程031
马来漆工程031 马来漆工程028
马来漆工程028 马来漆工程001
马来漆工程001 马来漆工程002
马来漆工程002 马来漆工程003
马来漆工程003 马来漆工程004
马来漆工程004 马来漆工程005
马来漆工程005 马来漆工程006
马来漆工程006 马来漆工程007
马来漆工程007 马来漆工程008
马来漆工程008
关于本站 |English| 广告赞助 | 网站地图 | 法律声明 | 意见投诉 | 帮助中心 | 友情链接|合作伙伴: 德国恩家 美国欧施泥 欧施泥外墙 欧施泥内墙 欧施泥微水泥 OURSTUCCO欧施泥色彩词典 OURSTUCCO欧施泥专业改色涂料 OURSTUCCO欧施泥色彩焕新 OURSTUCCO欧施泥色彩设计 欧施泥专业改色艺术涂料产品 OURSTUCCO欧施泥艺术涂料艺术漆色卡 OURSTUCCO欧施泥瓷砖改色 金属改色 玻璃改色 水泥地坪改色 环氧地坪改色 医院改色 地下停车场改色 学校改色PP专色系列,SW专色系列,NCS专色系列,LB专色系列,VS专色系列,BR专色系列,BB专色系列,BJ专色系列,FL专色系列,DUL专色系列,KLM专色系列,CBC专色系列,LIGHT200,LIGHT150,MIDDLE100,DEEP80,BRIGHT,COFFEE,屏幕RGB校色电子词典,色彩原理动态配色,设计师色彩高阶应用,涂料色彩APP系统,所见即所得色彩体验
恩家官方服务电话:400-689-0088 客服:010-84722662 客服传真:010-84726199 版权所有 艺术涂料网 京ICP备11048903号-3