
涂料文集
分析单组分塑料漆中粗粒形成的原因以及应采取的对策
1前言
涂料行业中有好的配方还要有好的对应的配套工艺,如被涂件前处理工艺、生产工艺、施工工艺等。如果工艺不过关或操作不得当,就会给产品质量带来这样或那样的问题。所以对于涂料技术人员应该重视涂装工艺,一步一步,一环套一环地去认真实施正确的工艺,以确保涂料质量的稳定。
2问题
在从事的单组分塑料漆工作中出现过这样一个问题,同一批漆刚生产出来或放置较短一段时间,在施工过程中不出现漆膜表面粗糙的情况;时间较长(1个月或!个月以上)即出现表面粗糙的情况,但并非所有的漆都如此,而是一桶漆好,一桶不好。有的1桶漆放一个月就出现表面粗糙的情况,有的1桶漆放置1年乃至1年以上也不出问题(1桶漆18kg装,没有规律性。
3配方
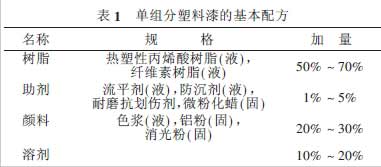
单组分塑料漆的基本配方如表1所列。
涂料行业中有好的配方还要有好的对应的配套工艺,如被涂件前处理工艺、生产工艺、施工工艺等。如果工艺不过关或操作不得当,就会给产品质量带来这样或那样的问题。所以对于涂料技术人员应该重视涂装工艺,一步一步,一环套一环地去认真实施正确的工艺,以确保涂料质量的稳定。
2问题
在从事的单组分塑料漆工作中出现过这样一个问题,同一批漆刚生产出来或放置较短一段时间,在施工过程中不出现漆膜表面粗糙的情况;时间较长(1个月或!个月以上)即出现表面粗糙的情况,但并非所有的漆都如此,而是一桶漆好,一桶不好。有的1桶漆放一个月就出现表面粗糙的情况,有的1桶漆放置1年乃至1年以上也不出问题(1桶漆18kg装,没有规律性。
3配方
单组分塑料漆的基本配方如表1所列。
4试验及分析
通过在生产现场及实验室对不同批号,不同的桶及别的供应商产品进行比较确认,导致塑料漆在施工中漆膜出现表面粗糙的原因是塑料漆本身存在粗粒而与塑料漆现场的涂装条件、涂装工艺以及溶剂的使用无关,塑料漆本身出现问题,从以下三方面进行分析:
·(塑料漆贮存环境的影响,如生产地(南方)与使用地(北方)温度差异较大,北方冬季气温低。
·(塑料漆原材料本身问题。
·(塑料漆生产工艺问题。
由以上原因逐步进行试验比较,得出如下结论:
①根据标准配方,严格控制工艺,在试验室配制小样,用小样制板,涂膜表面状况良好,经过冷冻循环试验,重新制板比较,表面状况良好,证明粗粒产生与贮存环境无关。
②根据配方构成,分析各种材料的特点,用排除法逐步进行分析比较,可能使涂膜表面粗糙的材料分别是:铝粉、蜡及消光粉,这三种原材料均为固体料。生产过程中,如果出现疏忽或不严格按工艺办事,就会分散不良。尽管如此,当时生产出来的产品都是合格的,而是产品在贮存过程中出现质量问题。下面从试验和理论上加以阐述:
生产釜中的粗糙颗粒由铝粉、蜡及消光粉等产生,在生产时,生产釜中的搅拌做离心运动(如图1所示),根据离心运动原理,其釜内任何一点的线速度公式如下:。线速度恒定,K为常数,那么距离R与颗粒质量成正比,即颗粒越大越靠向釜壁,颗粒越小越靠向搅拌轴,颗粒也因自身质量沉向釜底,这样粗些的颗粒主要分布在釜底和靠近釜壁的四周部分,而釜的中间部分很少。过滤包装后,可能一部分桶以装较粗颗粒为多,一部分则较少。
按现有生产工艺,对微粉化蜡做了一次分散试验,先于0.37L的罐内加200g(溶剂,在搅拌下加20g蜡,加毕,高速搅拌(2000r/min)10min,用50wm滤袋过滤,将滤液刮于5cm×15cm的铁板上,在70℃,.50min烘干,未见板面有颗粒,当改用150µm滤袋过滤后,可发现刮板上有满板小颗粒,.50µm滤袋过滤很慢,而150µm滤袋过滤速度就快多了,生产中为了省时间,不排除这一有违工艺的作法。对于用150µm滤袋过滤的蜡液配成了漆样并喷板未发现板面粗糙,虽然如此,只是暂时表现不出来,也许因为铝粉是鳞片状的,定向排列后具有遮盖作用。
③对于氧化并存放时间较长的铝粉和贮放半年的新铝粉分别配样喷板,氧化的铝粉板面较暗,新鲜的则较亮,氧化的铝粉用溶剂浸泡时,所用溶剂量较新鲜的铝粉要多,铝粉且紧密一些,新鲜的铝粉则较疏松,对铝粉的应用缺乏了解也将造成质量问题。
④取出部分有问题的漆通过水浴加热至50℃,然后用稀释剂对稀喷板,板面效果较好。放置让其自然冷却回复至室温,再用稀释剂对稀喷板即表面粗糙,很显然这漆产生了凝聚和自聚。因为油漆体系内分子总在不停地进行布朗运动,通过加热,增加热能使分子聚集体解聚,所以板面效果较好,而一旦冷却又凝聚如初。
⑤涂料贮存时其体系中的颜料粒子相互接近时通常有三个主要作用力:色散力(即伦敦-范德华引力),静电力(斥力)和空间位阻(斥力),防止颜料絮凝主要是克服色散力,两粒子之间的色散力随粒子直径的增加而增大,也随距离的减少而增大。
⑥刚刚生产的塑料漆,其中颗粒分布较多的桶或即使加的是过期的铝粉,当时也表现不出表面粗糙的情况,因为这种颗粒大小还不足以达到这一程度。而塑料漆在贮存过程中,铝粉不可避免地要沉淀下来,贮存较长时间后,铝粉、色浆,固体料处于漆桶的下部,树脂、液体助剂、溶剂相对处于漆桶上部,由于铝粉粗颗粒可能产生自团聚,加之蜡的粘附性较强,有可能与铝粉团聚,也可能自团聚,而铝粉粗的和蜡颗粒较大的产生这种团聚和自团聚的倾向较大(依据第(5)点),这时团聚的颗粒较大,施工后,漆膜表面粗糙,并且可明显地看到满板颗粒。所以生产中由于工艺的原因及操作的因素,造成颗粒且分布不匀,结果一桶漆好,一桶不好,好的漆放一年没问题,不好的放一个月就出问题。
⑦要使塑料漆体系稳定,只要铝粉选择好和分散好,微粉化蜡分散很细,消光粉分散均匀,那么体系是稳定的,它们相互之间的吸引力不足以达到凝聚。试验结果也证实了这一点。
5对策及措施
通过在生产现场及实验室对不同批号,不同的桶及别的供应商产品进行比较确认,导致塑料漆在施工中漆膜出现表面粗糙的原因是塑料漆本身存在粗粒而与塑料漆现场的涂装条件、涂装工艺以及溶剂的使用无关,塑料漆本身出现问题,从以下三方面进行分析:
·(塑料漆贮存环境的影响,如生产地(南方)与使用地(北方)温度差异较大,北方冬季气温低。
·(塑料漆原材料本身问题。
·(塑料漆生产工艺问题。
由以上原因逐步进行试验比较,得出如下结论:
①根据标准配方,严格控制工艺,在试验室配制小样,用小样制板,涂膜表面状况良好,经过冷冻循环试验,重新制板比较,表面状况良好,证明粗粒产生与贮存环境无关。
②根据配方构成,分析各种材料的特点,用排除法逐步进行分析比较,可能使涂膜表面粗糙的材料分别是:铝粉、蜡及消光粉,这三种原材料均为固体料。生产过程中,如果出现疏忽或不严格按工艺办事,就会分散不良。尽管如此,当时生产出来的产品都是合格的,而是产品在贮存过程中出现质量问题。下面从试验和理论上加以阐述:
生产釜中的粗糙颗粒由铝粉、蜡及消光粉等产生,在生产时,生产釜中的搅拌做离心运动(如图1所示),根据离心运动原理,其釜内任何一点的线速度公式如下:。线速度恒定,K为常数,那么距离R与颗粒质量成正比,即颗粒越大越靠向釜壁,颗粒越小越靠向搅拌轴,颗粒也因自身质量沉向釜底,这样粗些的颗粒主要分布在釜底和靠近釜壁的四周部分,而釜的中间部分很少。过滤包装后,可能一部分桶以装较粗颗粒为多,一部分则较少。
按现有生产工艺,对微粉化蜡做了一次分散试验,先于0.37L的罐内加200g(溶剂,在搅拌下加20g蜡,加毕,高速搅拌(2000r/min)10min,用50wm滤袋过滤,将滤液刮于5cm×15cm的铁板上,在70℃,.50min烘干,未见板面有颗粒,当改用150µm滤袋过滤后,可发现刮板上有满板小颗粒,.50µm滤袋过滤很慢,而150µm滤袋过滤速度就快多了,生产中为了省时间,不排除这一有违工艺的作法。对于用150µm滤袋过滤的蜡液配成了漆样并喷板未发现板面粗糙,虽然如此,只是暂时表现不出来,也许因为铝粉是鳞片状的,定向排列后具有遮盖作用。
③对于氧化并存放时间较长的铝粉和贮放半年的新铝粉分别配样喷板,氧化的铝粉板面较暗,新鲜的则较亮,氧化的铝粉用溶剂浸泡时,所用溶剂量较新鲜的铝粉要多,铝粉且紧密一些,新鲜的铝粉则较疏松,对铝粉的应用缺乏了解也将造成质量问题。
④取出部分有问题的漆通过水浴加热至50℃,然后用稀释剂对稀喷板,板面效果较好。放置让其自然冷却回复至室温,再用稀释剂对稀喷板即表面粗糙,很显然这漆产生了凝聚和自聚。因为油漆体系内分子总在不停地进行布朗运动,通过加热,增加热能使分子聚集体解聚,所以板面效果较好,而一旦冷却又凝聚如初。
⑤涂料贮存时其体系中的颜料粒子相互接近时通常有三个主要作用力:色散力(即伦敦-范德华引力),静电力(斥力)和空间位阻(斥力),防止颜料絮凝主要是克服色散力,两粒子之间的色散力随粒子直径的增加而增大,也随距离的减少而增大。
⑥刚刚生产的塑料漆,其中颗粒分布较多的桶或即使加的是过期的铝粉,当时也表现不出表面粗糙的情况,因为这种颗粒大小还不足以达到这一程度。而塑料漆在贮存过程中,铝粉不可避免地要沉淀下来,贮存较长时间后,铝粉、色浆,固体料处于漆桶的下部,树脂、液体助剂、溶剂相对处于漆桶上部,由于铝粉粗颗粒可能产生自团聚,加之蜡的粘附性较强,有可能与铝粉团聚,也可能自团聚,而铝粉粗的和蜡颗粒较大的产生这种团聚和自团聚的倾向较大(依据第(5)点),这时团聚的颗粒较大,施工后,漆膜表面粗糙,并且可明显地看到满板颗粒。所以生产中由于工艺的原因及操作的因素,造成颗粒且分布不匀,结果一桶漆好,一桶不好,好的漆放一年没问题,不好的放一个月就出问题。
⑦要使塑料漆体系稳定,只要铝粉选择好和分散好,微粉化蜡分散很细,消光粉分散均匀,那么体系是稳定的,它们相互之间的吸引力不足以达到凝聚。试验结果也证实了这一点。
5对策及措施
相关文章
发布评论
 已有
已有 杭州湖州绍兴马莱
杭州湖州绍兴马莱 巴洛克风格餐厅
巴洛克风格餐厅 马来漆工程097
马来漆工程097 马来漆工程095
马来漆工程095 马来漆工程094
马来漆工程094 马来漆工程086
马来漆工程086 马来漆工程082
马来漆工程082 马来漆工程078
马来漆工程078 马来漆工程069
马来漆工程069 马来漆工程065
马来漆工程065 马来漆工程061
马来漆工程061 马来漆工程060
马来漆工程060 马来漆工程051
马来漆工程051 马来漆工程036
马来漆工程036 马来漆工程034
马来漆工程034 马来漆工程031
马来漆工程031 马来漆工程028
马来漆工程028 马来漆工程001
马来漆工程001 马来漆工程002
马来漆工程002 马来漆工程003
马来漆工程003 马来漆工程004
马来漆工程004 马来漆工程005
马来漆工程005 马来漆工程006
马来漆工程006 马来漆工程007
马来漆工程007 马来漆工程008
马来漆工程008
关于本站 |English| 广告赞助 | 网站地图 | 法律声明 | 意见投诉 | 帮助中心 | 友情链接|合作伙伴: 德国恩家 美国欧施泥 欧施泥外墙 欧施泥内墙 欧施泥微水泥 OURSTUCCO欧施泥色彩词典 OURSTUCCO欧施泥专业改色涂料 OURSTUCCO欧施泥色彩焕新 OURSTUCCO欧施泥色彩设计 欧施泥专业改色艺术涂料产品 OURSTUCCO欧施泥艺术涂料艺术漆色卡 OURSTUCCO欧施泥瓷砖改色 金属改色 玻璃改色 水泥地坪改色 环氧地坪改色 医院改色 地下停车场改色 学校改色PP专色系列,SW专色系列,NCS专色系列,LB专色系列,VS专色系列,BR专色系列,BB专色系列,BJ专色系列,FL专色系列,DUL专色系列,KLM专色系列,CBC专色系列,LIGHT200,LIGHT150,MIDDLE100,DEEP80,BRIGHT,COFFEE,屏幕RGB校色电子词典,色彩原理动态配色,设计师色彩高阶应用,涂料色彩APP系统,所见即所得色彩体验
恩家官方服务电话:400-689-0088 客服:010-84722662 客服传真:010-84726199 版权所有 艺术涂料网 京ICP备11048903号-3