
涂料文集
介绍无机硅酸锌车间底漆在冶金设备涂装中的应用
介绍了无机硅酸锌车间底漆在冶金设备涂装中的应用以及施工步骤,此漆具有突出的快干性,可焊性,漆膜薄,污染程度小,对工件在车间周转过程中起到临时防腐的作用,可带漆直接焊接,不会影响其焊接机械性能,焊缝中凹坑、气孔等较少,在热加工过程中,对漆膜损坏程度少,并且与面漆的配套性能极佳,无论是有机系或无机系树脂漆,均可配套使用。
1引言
车间底漆也称保养底漆,必须具有良好的附着力和机械性能,干燥速度快,耐焊接切割、弯曲,并保证漆膜具有3~9个月的防腐蚀性,车间保护底漆已广泛用于造船工业,目前,冶金系统也建设起各种抛丸设备,采用流水线预处理,开始采用大量的车间保护底漆。我公司是有色及钢铁冶金、矿山等重型机械设备制造的大型骨干企业,是我国铝工业设备制造基地,所生产的设备均具有体积大、结构复杂的特点,因此造成了生产周期较长,而二次除锈工程量又较大,这样过程防腐就显得尤为重要。为保证板材经过抛丸后有一个初级防腐措施,避免二次除锈,并且不影响焊接性能,采用了新的涂装工艺,增加一道无机硅酸锌车间底漆。
2无机硅酸锌车间底漆的性能特征
2.1车间底漆的概念
车间底漆是在车间里将钢板平整后,采用自动喷丸处理,除去钢铁表面的轧制氧化皮、铁锈及其他杂质后,用高压无空气喷枪喷涂一定厚度底漆,这种除锈、涂底漆工序都在车间里进行,做为加工、装配工程期内预防腐蚀的初级钢材表面处理措施,所喷涂的底漆称为车间底漆。为了提高防锈能力,节省二次表面处理工程的次数,并能与多种防锈漆匹配,各国先后研制生产无机锌车间保养底漆,在1972年无机锌底漆进入了实用阶段。我国造船工业发展较快,不少船厂早已采用钢板流水线预处理,使用大量富锌车间保护底漆。目前,冶金系统也建设起各种抛丸设备,采用车间保护底漆。
20世纪80年代初,北京冶金部建筑研究总院科研人员研制了TH-1型硅酸锌车间保护底漆,已广泛用于实船,并开始用于冶金系统。
2.2无机硅酸锌车间保护底漆的特点
⑴喷涂性能优异:能适应钢板预处理流水线工艺,喷涂时不堵塞喷嘴,可长时间连续进行喷涂,漆膜平滑、厚度均匀。
⑵突出的快干型:在规定厚度内,漆膜在5min内即可干燥。
⑶污染程度小,符合环保要求:由于无机硅酸锌车间底漆完全不含铬、铅等有害人体健康的重金属,含锌量较低,故在热处理加工过程中,锌蒸汽发生量低于环保标准,又因为此漆所用的溶剂属醇类,在喷涂时,味道小,对环境污染小。
⑷防锈性能好:在腐蚀作用较强的沿海地带或工业地区,经3~6个月的长期暴露,不易生锈,出现白锈也极少,可顺利进行加工处理,制成成品后,底漆便于防腐处理,稍加处理就可覆盖各种底面漆,可节省二次表面处理的工作量。
⑸与面漆亲和性能极佳:无论是有机系或无机系树脂漆,均可配套使用,如与氯化橡胶防锈漆,环氧树脂、铝粉沥青防锈漆等能匹配,所以无机硅酸锌车间底漆是一种适用广泛的车间保护底漆。
⑹焊接切割性能优异:焊接时可以不除去坡口上的车间底漆,带漆直接焊接,不会影响焊接机械性能,焊缝中凹坑、气孔较少;在热加工过程中,对漆膜烧损破坏程度小。
3采用的涂装工艺
3.1表面处理
基材表面处理依据GB8923—1988《涂装前钢材表面除锈等级》干喷砂要求达到Sa2.5级。喷砂后的表面粗糙度为45~70μm,除去表面残留的砂粒或尘土,喷砂后应尽快施涂底漆以免生锈或其他污染。
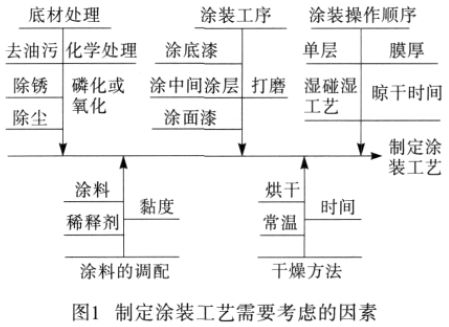
3.2制定涂装工艺需要考虑的因素
制定涂装工艺需要考虑的因素见图1。
1引言
车间底漆也称保养底漆,必须具有良好的附着力和机械性能,干燥速度快,耐焊接切割、弯曲,并保证漆膜具有3~9个月的防腐蚀性,车间保护底漆已广泛用于造船工业,目前,冶金系统也建设起各种抛丸设备,采用流水线预处理,开始采用大量的车间保护底漆。我公司是有色及钢铁冶金、矿山等重型机械设备制造的大型骨干企业,是我国铝工业设备制造基地,所生产的设备均具有体积大、结构复杂的特点,因此造成了生产周期较长,而二次除锈工程量又较大,这样过程防腐就显得尤为重要。为保证板材经过抛丸后有一个初级防腐措施,避免二次除锈,并且不影响焊接性能,采用了新的涂装工艺,增加一道无机硅酸锌车间底漆。
2无机硅酸锌车间底漆的性能特征
2.1车间底漆的概念
车间底漆是在车间里将钢板平整后,采用自动喷丸处理,除去钢铁表面的轧制氧化皮、铁锈及其他杂质后,用高压无空气喷枪喷涂一定厚度底漆,这种除锈、涂底漆工序都在车间里进行,做为加工、装配工程期内预防腐蚀的初级钢材表面处理措施,所喷涂的底漆称为车间底漆。为了提高防锈能力,节省二次表面处理工程的次数,并能与多种防锈漆匹配,各国先后研制生产无机锌车间保养底漆,在1972年无机锌底漆进入了实用阶段。我国造船工业发展较快,不少船厂早已采用钢板流水线预处理,使用大量富锌车间保护底漆。目前,冶金系统也建设起各种抛丸设备,采用车间保护底漆。
20世纪80年代初,北京冶金部建筑研究总院科研人员研制了TH-1型硅酸锌车间保护底漆,已广泛用于实船,并开始用于冶金系统。
2.2无机硅酸锌车间保护底漆的特点
⑴喷涂性能优异:能适应钢板预处理流水线工艺,喷涂时不堵塞喷嘴,可长时间连续进行喷涂,漆膜平滑、厚度均匀。
⑵突出的快干型:在规定厚度内,漆膜在5min内即可干燥。
⑶污染程度小,符合环保要求:由于无机硅酸锌车间底漆完全不含铬、铅等有害人体健康的重金属,含锌量较低,故在热处理加工过程中,锌蒸汽发生量低于环保标准,又因为此漆所用的溶剂属醇类,在喷涂时,味道小,对环境污染小。
⑷防锈性能好:在腐蚀作用较强的沿海地带或工业地区,经3~6个月的长期暴露,不易生锈,出现白锈也极少,可顺利进行加工处理,制成成品后,底漆便于防腐处理,稍加处理就可覆盖各种底面漆,可节省二次表面处理的工作量。
⑸与面漆亲和性能极佳:无论是有机系或无机系树脂漆,均可配套使用,如与氯化橡胶防锈漆,环氧树脂、铝粉沥青防锈漆等能匹配,所以无机硅酸锌车间底漆是一种适用广泛的车间保护底漆。
⑹焊接切割性能优异:焊接时可以不除去坡口上的车间底漆,带漆直接焊接,不会影响焊接机械性能,焊缝中凹坑、气孔较少;在热加工过程中,对漆膜烧损破坏程度小。
3采用的涂装工艺
3.1表面处理
基材表面处理依据GB8923—1988《涂装前钢材表面除锈等级》干喷砂要求达到Sa2.5级。喷砂后的表面粗糙度为45~70μm,除去表面残留的砂粒或尘土,喷砂后应尽快施涂底漆以免生锈或其他污染。
3.2制定涂装工艺需要考虑的因素
制定涂装工艺需要考虑的因素见图1。
下一篇:研究电热板用耐高温涂料的性能
相关文章
发布评论
 已有
已有 杭州湖州绍兴马莱
杭州湖州绍兴马莱 巴洛克风格餐厅
巴洛克风格餐厅 马来漆工程097
马来漆工程097 马来漆工程095
马来漆工程095 马来漆工程094
马来漆工程094 马来漆工程086
马来漆工程086 马来漆工程082
马来漆工程082 马来漆工程078
马来漆工程078 马来漆工程069
马来漆工程069 马来漆工程065
马来漆工程065 马来漆工程061
马来漆工程061 马来漆工程060
马来漆工程060 马来漆工程051
马来漆工程051 马来漆工程036
马来漆工程036 马来漆工程034
马来漆工程034 马来漆工程031
马来漆工程031 马来漆工程028
马来漆工程028 马来漆工程001
马来漆工程001 马来漆工程002
马来漆工程002 马来漆工程003
马来漆工程003 马来漆工程004
马来漆工程004 马来漆工程005
马来漆工程005 马来漆工程006
马来漆工程006 马来漆工程007
马来漆工程007 马来漆工程008
马来漆工程008
关于本站 |English| 广告赞助 | 网站地图 | 法律声明 | 意见投诉 | 帮助中心 | 友情链接|合作伙伴: 德国恩家 美国欧施泥 欧施泥外墙 欧施泥内墙 欧施泥微水泥 OURSTUCCO欧施泥色彩词典 OURSTUCCO欧施泥专业改色涂料 OURSTUCCO欧施泥色彩焕新 OURSTUCCO欧施泥色彩设计 欧施泥专业改色艺术涂料产品 OURSTUCCO欧施泥艺术涂料艺术漆色卡 OURSTUCCO欧施泥瓷砖改色 金属改色 玻璃改色 水泥地坪改色 环氧地坪改色 医院改色 地下停车场改色 学校改色PP专色系列,SW专色系列,NCS专色系列,LB专色系列,VS专色系列,BR专色系列,BB专色系列,BJ专色系列,FL专色系列,DUL专色系列,KLM专色系列,CBC专色系列,LIGHT200,LIGHT150,MIDDLE100,DEEP80,BRIGHT,COFFEE,屏幕RGB校色电子词典,色彩原理动态配色,设计师色彩高阶应用,涂料色彩APP系统,所见即所得色彩体验
恩家官方服务电话:400-689-0088 客服:010-84722662 客服传真:010-84726199 版权所有 艺术涂料网 京ICP备11048903号-3