
涂料文集
研制环氧丙烯酸阴极电泳涂料及涂装工艺
2.4漆液pH值对涂膜厚度的影响
以上优选工艺获得的涂膜厚度与漆液pH值的关系见图5。
以上优选工艺获得的涂膜厚度与漆液pH值的关系见图5。
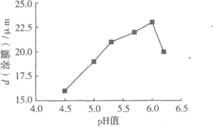
图5 漆液pH值与涂膜厚度的关系
由图5可见,漆液pH值在5.8时较为合适,漆液的pH值较小,漆液水溶性虽然较好,电泳时固体离子较多,电极反应太快,涂层不均匀,同时对电泳设备的腐蚀也相当严重。因此,在保证漆液水溶性和稳定性的前提下,可增大漆液的pH值。
2.5漆液电导率对涂膜厚度的影响
在优选工艺条件下涂膜厚度与电导率的关系见图6。
2.5漆液电导率对涂膜厚度的影响
在优选工艺条件下涂膜厚度与电导率的关系见图6。
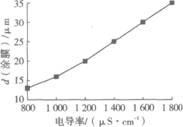
图6 涂膜厚度与电导率的关系
由图6可以看出,电导率的增加有利于涂膜厚度的增加。电导率较低时,阳离子较少,电极反应缓慢,电沉积量少,膜薄;电导率过高,电解反应加剧,颜料分散性差,光泽度降低,涂膜易含有杂质,降低了漆液的防腐蚀性,从而产生严重堆积。电导率通常在1400μS/cm左右比较适宜。
2.6电泳时间对涂膜厚度的影响
在优选工艺条件下,涂膜厚度与电泳时间的关系见图7。由图7可以看出:随着电泳时间的延长,沉积量也增加,开始沉积量随时间的延长而迅速增加,随后趋近于一饱和值,这是由于随电泳时间的增加,沉积量也增加,当涂膜达到一定厚度,电阻接近于无穷大时,电泳时间再延长,也不可能再增加涂膜厚度,相反却可能导致涂膜外观状态变差,加剧副反应,故电泳时间以2.O~3.0min为好。
2.6电泳时间对涂膜厚度的影响
在优选工艺条件下,涂膜厚度与电泳时间的关系见图7。由图7可以看出:随着电泳时间的延长,沉积量也增加,开始沉积量随时间的延长而迅速增加,随后趋近于一饱和值,这是由于随电泳时间的增加,沉积量也增加,当涂膜达到一定厚度,电阻接近于无穷大时,电泳时间再延长,也不可能再增加涂膜厚度,相反却可能导致涂膜外观状态变差,加剧副反应,故电泳时间以2.O~3.0min为好。
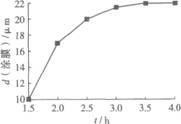
图7 涂膜厚度与电泳时间的关系
3结论
在阳离子型丙烯酸酯一环氧树脂接枝共聚物合成中,选择BPO为引发剂,用量为0.4%~0.5%,反应温度在110℃左右比较适宜。在电泳涂装过程中,选取了电泳电压、漆液固体分、电导率等工艺参数进行了分析。在电泳电压为90V左右,漆液固体分为16%,pH值为5.8,电泳时间为2.5~3.Omin的条件下,可获得比较满意的涂膜外观和厚度.
在阳离子型丙烯酸酯一环氧树脂接枝共聚物合成中,选择BPO为引发剂,用量为0.4%~0.5%,反应温度在110℃左右比较适宜。在电泳涂装过程中,选取了电泳电压、漆液固体分、电导率等工艺参数进行了分析。在电泳电压为90V左右,漆液固体分为16%,pH值为5.8,电泳时间为2.5~3.Omin的条件下,可获得比较满意的涂膜外观和厚度.
下一篇:分析建筑外墙保温技术的利弊
相关文章
发布评论
 已有
已有 杭州湖州绍兴马莱
杭州湖州绍兴马莱 巴洛克风格餐厅
巴洛克风格餐厅 马来漆工程097
马来漆工程097 马来漆工程095
马来漆工程095 马来漆工程094
马来漆工程094 马来漆工程086
马来漆工程086 马来漆工程082
马来漆工程082 马来漆工程078
马来漆工程078 马来漆工程069
马来漆工程069 马来漆工程065
马来漆工程065 马来漆工程061
马来漆工程061 马来漆工程060
马来漆工程060 马来漆工程051
马来漆工程051 马来漆工程036
马来漆工程036 马来漆工程034
马来漆工程034 马来漆工程031
马来漆工程031 马来漆工程028
马来漆工程028 马来漆工程001
马来漆工程001 马来漆工程002
马来漆工程002 马来漆工程003
马来漆工程003 马来漆工程004
马来漆工程004 马来漆工程005
马来漆工程005 马来漆工程006
马来漆工程006 马来漆工程007
马来漆工程007 马来漆工程008
马来漆工程008