
涂料技术
简述研究ABS塑料涂料涂装处理工艺
近年来塑料制品在工业产品上得到了广泛的应用。塑料质量轻、耐腐蚀性优越,传热导电性差,易压制成形状复杂的器件。在产品结构上可代替部分有色金属和轻金属。为了消除塑料表面的压制印迹及色泽不均,往往需要对塑料表面进行涂装。涂装既可改善外观,又可以延长塑料的使用寿命。
1.ABS塑料的性能和表面状态
ABS塑料是由丙烯腈、丁二烯、苯乙烯所组成的三元共聚物。它具有苯乙烯热塑性塑料的机械加工性、丁二烯的橡胶韧性、丙烯腈的耐化学腐蚀性。三者的含量配比可根据产品需要进行调整。塑料压制成型后表面状态对外观质量有很大的影响。要求成型后的表面平整光滑,均匀一致,不应有划伤、飞边、毛刺、凹坑、斑点、气泡和明显的熔接线。
2.ABS塑料表面预处理
为了提高涂料在塑料表面的附着力和改善塑料外观,涂装前必须对塑料表面进行预处理。
2.1退火
塑料成型时易形成内应力,涂装后应力集中处易开裂。可采用退火处理或整面处理,消除应力。退火处理是把ABS塑料成型件加热到热变形温度以下,即60℃,保温2h。为了减少设备投资,可采用整面处理来改善表面状况。整面处理配方及工艺如表1所列。
表1整面处理配方及工艺
项目 工艺参数
丙酮/份 1
水/份 3
温度/℃ 室温
处理时间/min 15—20
2.2除油
ABS塑料件表面常沾有油污、手汗和脱模剂,它会使涂料附着力变差,涂层产生龟裂、起泡和脱落。涂装前应进行除油处理。对ABS塑料件通常用汽油或酒精清洗,然后进行化学除油。工艺配方如表2所列。
表2除油工艺配方及工艺
项目 工艺参数
氢氧化钠(S/L) 50~70
磷酸钠(S/L) 20~30
碳酸钠(S/L) 10~20
表面活性剂(S/L) 5~10
温度/℃ 50~60
处理时间/min 10~15
化学除油后应彻底清洗工件表面残留碱液,并用纯水最后清洗干净,晾干或烘干。
2.3除电和除尘
塑料制品是绝缘体,表面电阻一般在1013Ω左右,易产生静电。带电后容易吸附空气中的细小灰尘而附着于表面。因静电吸附的灰尘用一般吹气法除去十分困难,采用高压离子化空气流同时除电除尘的效果较好。
3.ABS塑料涂料
ABS塑料涂料的性能特点如表3所列。
表3ABS塑料涂料的性能特点
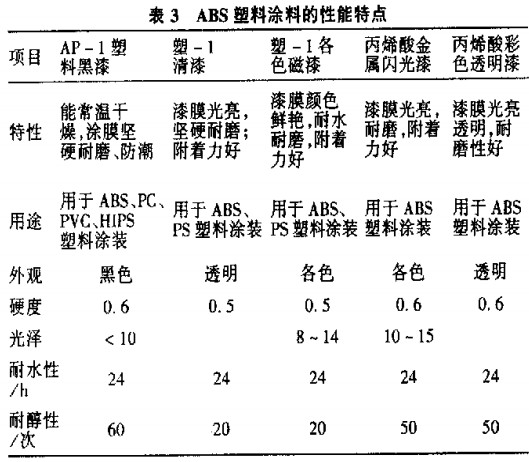
表3
1.ABS塑料的性能和表面状态
ABS塑料是由丙烯腈、丁二烯、苯乙烯所组成的三元共聚物。它具有苯乙烯热塑性塑料的机械加工性、丁二烯的橡胶韧性、丙烯腈的耐化学腐蚀性。三者的含量配比可根据产品需要进行调整。塑料压制成型后表面状态对外观质量有很大的影响。要求成型后的表面平整光滑,均匀一致,不应有划伤、飞边、毛刺、凹坑、斑点、气泡和明显的熔接线。
2.ABS塑料表面预处理
为了提高涂料在塑料表面的附着力和改善塑料外观,涂装前必须对塑料表面进行预处理。
2.1退火
塑料成型时易形成内应力,涂装后应力集中处易开裂。可采用退火处理或整面处理,消除应力。退火处理是把ABS塑料成型件加热到热变形温度以下,即60℃,保温2h。为了减少设备投资,可采用整面处理来改善表面状况。整面处理配方及工艺如表1所列。
表1整面处理配方及工艺
项目 工艺参数
丙酮/份 1
水/份 3
温度/℃ 室温
处理时间/min 15—20
2.2除油
ABS塑料件表面常沾有油污、手汗和脱模剂,它会使涂料附着力变差,涂层产生龟裂、起泡和脱落。涂装前应进行除油处理。对ABS塑料件通常用汽油或酒精清洗,然后进行化学除油。工艺配方如表2所列。
表2除油工艺配方及工艺
项目 工艺参数
氢氧化钠(S/L) 50~70
磷酸钠(S/L) 20~30
碳酸钠(S/L) 10~20
表面活性剂(S/L) 5~10
温度/℃ 50~60
处理时间/min 10~15
化学除油后应彻底清洗工件表面残留碱液,并用纯水最后清洗干净,晾干或烘干。
2.3除电和除尘
塑料制品是绝缘体,表面电阻一般在1013Ω左右,易产生静电。带电后容易吸附空气中的细小灰尘而附着于表面。因静电吸附的灰尘用一般吹气法除去十分困难,采用高压离子化空气流同时除电除尘的效果较好。
3.ABS塑料涂料
ABS塑料涂料的性能特点如表3所列。
表3ABS塑料涂料的性能特点
表3
4.ABS塑料涂料涂装工艺
4.1塑料涂装工艺流程
退火或整面处理汽油洗化学除油水洗水洗纯水洗水分干燥除电除尘喷ABS塑料涂料流平晾干或烘干(60℃,30min)。
4.2喷涂施工条件
喷涂施工温度为(25±5)℃。施工相对湿度不大于80%。湿度过大时,在漆内添加CHA—13或F—1防潮剂,防止涂层发白。
4.3施工工艺参数
喷涂施工时用稀释剂调整施工黏度为11-13s,并用74μm(200目)铜丝网布过滤。采用小口径喷枪,喷涂压缩空气压力为0.35~0.50MPa。喷枪与工件的距离为30~50cm。
4.4涂料干燥
ABS塑料涂层厚度为15~20μm,通常要喷涂2~3道才能完成。一道喷涂后晾干15min,再进行第二次喷涂。需要光亮的表面还必须喷涂透明涂料。涂完后可在室温下自干,也可在60℃条件下烘烤30min。
5.结语
通过对ABS塑料的表面处理和涂料涂装,可有效地提高ABS塑料的综合性能。
4.1塑料涂装工艺流程
退火或整面处理汽油洗化学除油水洗水洗纯水洗水分干燥除电除尘喷ABS塑料涂料流平晾干或烘干(60℃,30min)。
4.2喷涂施工条件
喷涂施工温度为(25±5)℃。施工相对湿度不大于80%。湿度过大时,在漆内添加CHA—13或F—1防潮剂,防止涂层发白。
4.3施工工艺参数
喷涂施工时用稀释剂调整施工黏度为11-13s,并用74μm(200目)铜丝网布过滤。采用小口径喷枪,喷涂压缩空气压力为0.35~0.50MPa。喷枪与工件的距离为30~50cm。
4.4涂料干燥
ABS塑料涂层厚度为15~20μm,通常要喷涂2~3道才能完成。一道喷涂后晾干15min,再进行第二次喷涂。需要光亮的表面还必须喷涂透明涂料。涂完后可在室温下自干,也可在60℃条件下烘烤30min。
5.结语
通过对ABS塑料的表面处理和涂料涂装,可有效地提高ABS塑料的综合性能。
下一篇:简述金属粉末火焰喷涂修复曲轴工艺
相关文章
发布评论
 已有
已有 杭州湖州绍兴马莱
杭州湖州绍兴马莱 巴洛克风格餐厅
巴洛克风格餐厅 马来漆工程097
马来漆工程097 马来漆工程095
马来漆工程095 马来漆工程094
马来漆工程094 马来漆工程086
马来漆工程086 马来漆工程082
马来漆工程082 马来漆工程078
马来漆工程078 马来漆工程069
马来漆工程069 马来漆工程065
马来漆工程065 马来漆工程061
马来漆工程061 马来漆工程060
马来漆工程060 马来漆工程051
马来漆工程051 马来漆工程036
马来漆工程036 马来漆工程034
马来漆工程034 马来漆工程031
马来漆工程031 马来漆工程028
马来漆工程028 马来漆工程001
马来漆工程001 马来漆工程002
马来漆工程002 马来漆工程003
马来漆工程003 马来漆工程004
马来漆工程004 马来漆工程005
马来漆工程005 马来漆工程006
马来漆工程006 马来漆工程007
马来漆工程007 马来漆工程008
马来漆工程008