
汽车涂料
汽车涂装线的设计与应用
6.3.1加热系统
加热系统采用独立区域加热器,加热器包括燃烧器、换热器、嵌入式防爆离心风机、过滤器、电气控制等部件。辐射升温区采用燃烧产生的高温烟气直接加热辐射板。对流升温区和保温区采用间接加热,进入烘干室的热空气要经过两次过滤,即在加热器内经过换热器后进行第1次过滤,在烘房的内部风管出风口进行第2次过滤,过滤等级为EU8。烘干室从冷态达到工作温度的升温时间为1h,并有紧急情况下降温能力,即在2h内可冷却到45℃。烘干室进出口升降机上方均布置热顶,以防止烘房出入口的油烟冷凝。
6.3.2废气焚烧系统
3个烘干室共用1套RTO废气焚烧系统,废气处理量为40000m3/h,该系统由3个蓄热室、一个氧化室和1个过滤室组成。3个蓄热室轮流进行蓄热、放热并执行反吹清扫功能,氧化室氧化分解废气,过滤室对进入蓄热室的废气进行过滤。
6.3.3强冷室
采用致冷后的冷空气进行强冷,在强冷室的致冷箱内,空气经过EU4过滤、表冷段致冷、EU8过滤后进入强冷室。
6.4水性底色漆闪干室
采用直通式烘干室结构。闪干室在0.5h内可从冷态达到工艺温度。在升温区加热箱内,新鲜空气经EU4过滤器→表冷段→加热段→EU8过滤,然后由风机送入升温区室内风管,经送风口EU8过滤器后进入闪干室内,送风温度为70℃,含湿量≤0.015kg/kg干空气。在保温区加热箱内,循环空气进入加热箱经过换热器、EU8过滤器后,由风机送入保温区室内风管,经送风口EU8过滤器后进入闪干室内,送风温度为90℃。闪干后的强冷室使用经致冷后的冷空气使车身温度≤35℃。
6.5车底喷涂线
采用以反向滑橇输送机为输送设备的间歇通过式结构。沿整个室体布置送排风,送风由工位空气供应装置供应。
616喷漆线及配套设备
喷漆线包括中涂、底色漆和清漆等3条生产线。
6.6.1空气供应装置
该装置由进风段、初效过滤段、表冷段、加热段、加湿段、风机段、均流段、消声段、中效过滤段、亚高效过滤段和出风段等组成,负责向喷漆室提供经调温、调湿后的空气。在夏季,高温高湿的室外空气在表冷段经过冷却除湿后,再在加热段进行等湿升温,使空气温、湿度满足喷漆的要求。在冬季,低温低湿的室外空气在加热段经过等湿升温后,再在加湿段进行等焓加湿,使空气温、湿度满足喷漆的要求。为了节能,将打磨室和喷漆线的擦净室的供风进行回用,将其送风量的65%过滤后返回到对应的空气供应装置进风口。
6.6.2动、静压室和喷漆室
来自空气供应装置的空气经动、静压室后形成均匀的层流进入喷漆室内,静压室底部过滤层的过滤等级为EU5。喷漆室体壁板为1.2mm的SUS304不锈钢板和6mm的夹胶玻璃,室体两侧外壁上装有荧光灯箱,通过玻璃窗照射到室体内部,在人工喷涂和检查补漆工区布置有喷漆枪站。
6.6.3文丘里漆雾捕捉系统
进入喷涂区的气流环绕车身,将喷漆时产生的漆雾向下带入漆雾捕捉系统。该系统通过文氏口效应将水流充分雾化,水雾与气流中的漆雾通过碰撞、混合,漆雾被水雾捕捉凝聚成含漆雾的水滴,然后通过降低风速和用挡水板使风向多次转变,水滴从气流中分离出来落入水槽中,捕捉漆雾的效率达98%以上,被净化后的空气由排风机送入70m高的烟囱排放。
7涂装线的应用
7.1设备运行的分析
涂装线批量生产后,严格按照设备维护手册的要求进行检修和保养,重点关注设备润滑情况,设备正常开动率≥99%。
7.1.1电泳整流电源的运行分析
电泳整流电源的电压、电流见图3,电泳的电压和电流均是以一个生产节拍(78s)呈周期性变化,车身全浸入槽后,1#整流电源的电压开始从0V上升到180V,软启动的时间为10s,车身开始在低压段进行电泳,通电1min后,电压从180升,当软启动结束时,电流上升到最高值约580A,然后电流开始快速下降。2#、3#整流电源为高压段电源,输出电压为240V,2#电源的电流有两个急剧上升的时间段,分别是1#电源断电后和下一台车身开始软启动阶段,最高电流值约为560V。3#电源在电泳槽的末段,其电流缓慢上升到最高值约340V后缓慢下降。
图3电泳整流电源的输出电压和电流随时间的变化
加热系统采用独立区域加热器,加热器包括燃烧器、换热器、嵌入式防爆离心风机、过滤器、电气控制等部件。辐射升温区采用燃烧产生的高温烟气直接加热辐射板。对流升温区和保温区采用间接加热,进入烘干室的热空气要经过两次过滤,即在加热器内经过换热器后进行第1次过滤,在烘房的内部风管出风口进行第2次过滤,过滤等级为EU8。烘干室从冷态达到工作温度的升温时间为1h,并有紧急情况下降温能力,即在2h内可冷却到45℃。烘干室进出口升降机上方均布置热顶,以防止烘房出入口的油烟冷凝。
6.3.2废气焚烧系统
3个烘干室共用1套RTO废气焚烧系统,废气处理量为40000m3/h,该系统由3个蓄热室、一个氧化室和1个过滤室组成。3个蓄热室轮流进行蓄热、放热并执行反吹清扫功能,氧化室氧化分解废气,过滤室对进入蓄热室的废气进行过滤。
6.3.3强冷室
采用致冷后的冷空气进行强冷,在强冷室的致冷箱内,空气经过EU4过滤、表冷段致冷、EU8过滤后进入强冷室。
6.4水性底色漆闪干室
采用直通式烘干室结构。闪干室在0.5h内可从冷态达到工艺温度。在升温区加热箱内,新鲜空气经EU4过滤器→表冷段→加热段→EU8过滤,然后由风机送入升温区室内风管,经送风口EU8过滤器后进入闪干室内,送风温度为70℃,含湿量≤0.015kg/kg干空气。在保温区加热箱内,循环空气进入加热箱经过换热器、EU8过滤器后,由风机送入保温区室内风管,经送风口EU8过滤器后进入闪干室内,送风温度为90℃。闪干后的强冷室使用经致冷后的冷空气使车身温度≤35℃。
6.5车底喷涂线
采用以反向滑橇输送机为输送设备的间歇通过式结构。沿整个室体布置送排风,送风由工位空气供应装置供应。
616喷漆线及配套设备
喷漆线包括中涂、底色漆和清漆等3条生产线。
6.6.1空气供应装置
该装置由进风段、初效过滤段、表冷段、加热段、加湿段、风机段、均流段、消声段、中效过滤段、亚高效过滤段和出风段等组成,负责向喷漆室提供经调温、调湿后的空气。在夏季,高温高湿的室外空气在表冷段经过冷却除湿后,再在加热段进行等湿升温,使空气温、湿度满足喷漆的要求。在冬季,低温低湿的室外空气在加热段经过等湿升温后,再在加湿段进行等焓加湿,使空气温、湿度满足喷漆的要求。为了节能,将打磨室和喷漆线的擦净室的供风进行回用,将其送风量的65%过滤后返回到对应的空气供应装置进风口。
6.6.2动、静压室和喷漆室
来自空气供应装置的空气经动、静压室后形成均匀的层流进入喷漆室内,静压室底部过滤层的过滤等级为EU5。喷漆室体壁板为1.2mm的SUS304不锈钢板和6mm的夹胶玻璃,室体两侧外壁上装有荧光灯箱,通过玻璃窗照射到室体内部,在人工喷涂和检查补漆工区布置有喷漆枪站。
6.6.3文丘里漆雾捕捉系统
进入喷涂区的气流环绕车身,将喷漆时产生的漆雾向下带入漆雾捕捉系统。该系统通过文氏口效应将水流充分雾化,水雾与气流中的漆雾通过碰撞、混合,漆雾被水雾捕捉凝聚成含漆雾的水滴,然后通过降低风速和用挡水板使风向多次转变,水滴从气流中分离出来落入水槽中,捕捉漆雾的效率达98%以上,被净化后的空气由排风机送入70m高的烟囱排放。
7涂装线的应用
7.1设备运行的分析
涂装线批量生产后,严格按照设备维护手册的要求进行检修和保养,重点关注设备润滑情况,设备正常开动率≥99%。
7.1.1电泳整流电源的运行分析
电泳整流电源的电压、电流见图3,电泳的电压和电流均是以一个生产节拍(78s)呈周期性变化,车身全浸入槽后,1#整流电源的电压开始从0V上升到180V,软启动的时间为10s,车身开始在低压段进行电泳,通电1min后,电压从180升,当软启动结束时,电流上升到最高值约580A,然后电流开始快速下降。2#、3#整流电源为高压段电源,输出电压为240V,2#电源的电流有两个急剧上升的时间段,分别是1#电源断电后和下一台车身开始软启动阶段,最高电流值约为560V。3#电源在电泳槽的末段,其电流缓慢上升到最高值约340V后缓慢下降。
图3电泳整流电源的输出电压和电流随时间的变化
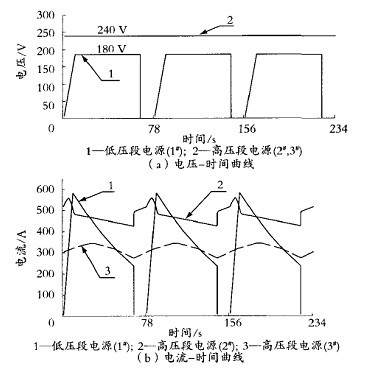
图3
每台整流电源的额定电流值为1500A,由图3(b)可知,高压段总的电流最大值仅为1050A,因此,当有任意一台整流电源出现故障后,其余两台整流电源通过切换,在低压段和高压段各使用一台整流电源,仍可保证电泳过程的正常进行。
7.1.2空气供应装置的温、湿度调整曲线及分析
冬季,喷漆室内空气的温度要求为22℃,相对湿度为60%,当空气供应装置在07∶15开机后,送风的温度和相对湿度随时间的调整曲线见图4,开机时,送风的温、湿度信号反馈到PLC,PLC控制加热段和加湿段开始对空气进行加热和加湿处理,随着送风温度的上升和加湿段喷淋水量的自动调节,相对湿度在目标值上下振荡,40min后,温、湿度达到要求。
7.1.3电泳、中涂、面漆烘干室的运行分析
根据炉温跟踪仪的测试,电泳烘干时,车身板材升温到180℃的时间为15min,保温时间为20min。水性中涂在80℃的预烘干时间为10min(5min升温+5min保温),在160℃的烘干时间为25min(5min升温+20min保温)。水性底色漆闪干时,在升温区车身板材在45℃以上的时间已达到1min,在保温区车身板材在55℃以上的时间已达到2min。面漆烘干时,车身板材升温到140℃的时间为10min,保温时间为20min。由此可见,烘干室的功能均达到了工艺参数要求。
7.1.2空气供应装置的温、湿度调整曲线及分析
冬季,喷漆室内空气的温度要求为22℃,相对湿度为60%,当空气供应装置在07∶15开机后,送风的温度和相对湿度随时间的调整曲线见图4,开机时,送风的温、湿度信号反馈到PLC,PLC控制加热段和加湿段开始对空气进行加热和加湿处理,随着送风温度的上升和加湿段喷淋水量的自动调节,相对湿度在目标值上下振荡,40min后,温、湿度达到要求。
7.1.3电泳、中涂、面漆烘干室的运行分析
根据炉温跟踪仪的测试,电泳烘干时,车身板材升温到180℃的时间为15min,保温时间为20min。水性中涂在80℃的预烘干时间为10min(5min升温+5min保温),在160℃的烘干时间为25min(5min升温+20min保温)。水性底色漆闪干时,在升温区车身板材在45℃以上的时间已达到1min,在保温区车身板材在55℃以上的时间已达到2min。面漆烘干时,车身板材升温到140℃的时间为10min,保温时间为20min。由此可见,烘干室的功能均达到了工艺参数要求。
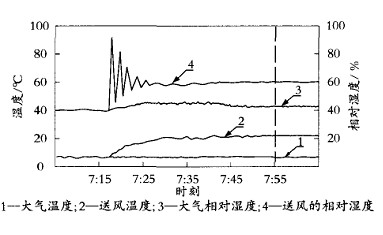
图4
图4空气供应装置的温、湿度调整曲线
7.2能耗的控制
在满足工艺参数的前提下,为了降低涂装线生产过程中的能耗,采取了以下的措施:①对于主要的耗能设备,如前处理、烘干室、空气供应装置等,通过测试各设备在开机后的工艺参数达到生产要求所需的时间,从而确定其在生产前的开机时间,消除各设备开机后空运行的能耗;②对于前处理、电泳线,不采用全线“一键启动”、“一键关机”模式,根据生产情况各设备分步启动、分步关机;③对白车身和涂装线中各贮存区的车身贮存量进行有效管理,从而避免各设备在生产过程中产生空运行的现象;④为主要耗能设备设置待机模式,如烘干室待机时的温度设置为120℃,喷漆线的空气供应装置在生产间歇时(例如中午午餐时间或因设备故障而较长时间停线)对风机进行降频处理等,从而降低能耗;⑤关闭涂装线非操作区域的照明灯,仅在维修设备时开灯。涂装线在2009年一季度的单台车身能耗为:电,285.6kW·h;热水2.35×106kJ;天然气32.7m3(标况)。尽管因采用水性漆使喷漆室和烘干室的能耗有所增加,但通过较好的工艺和设备设计,强化生产中的节能管理,整体能耗与国内同等涂装线处于相同水平,该涂装线属于环保节能型涂装线。
8结语
上汽临港油漆车间的成功建设,说明了通过涂装新材料、涂装新工艺、涂装设备和涂装管理的有机结合,国内主流汽车厂涂装车间的节能环保技术已日趋成熟。同时,随着节能环保技术的不断发展,在国外汽车厂已经成功应用的3C1B、粉末喷涂等新技术,还需要我们作大量的引进、消化和吸收工作。如何跟上国外汽车涂装新技术的发展步伐,进而开发出具有自主知识产权的涂装新设备仍是摆在我们面前的一个课题。
7.2能耗的控制
在满足工艺参数的前提下,为了降低涂装线生产过程中的能耗,采取了以下的措施:①对于主要的耗能设备,如前处理、烘干室、空气供应装置等,通过测试各设备在开机后的工艺参数达到生产要求所需的时间,从而确定其在生产前的开机时间,消除各设备开机后空运行的能耗;②对于前处理、电泳线,不采用全线“一键启动”、“一键关机”模式,根据生产情况各设备分步启动、分步关机;③对白车身和涂装线中各贮存区的车身贮存量进行有效管理,从而避免各设备在生产过程中产生空运行的现象;④为主要耗能设备设置待机模式,如烘干室待机时的温度设置为120℃,喷漆线的空气供应装置在生产间歇时(例如中午午餐时间或因设备故障而较长时间停线)对风机进行降频处理等,从而降低能耗;⑤关闭涂装线非操作区域的照明灯,仅在维修设备时开灯。涂装线在2009年一季度的单台车身能耗为:电,285.6kW·h;热水2.35×106kJ;天然气32.7m3(标况)。尽管因采用水性漆使喷漆室和烘干室的能耗有所增加,但通过较好的工艺和设备设计,强化生产中的节能管理,整体能耗与国内同等涂装线处于相同水平,该涂装线属于环保节能型涂装线。
8结语
上汽临港油漆车间的成功建设,说明了通过涂装新材料、涂装新工艺、涂装设备和涂装管理的有机结合,国内主流汽车厂涂装车间的节能环保技术已日趋成熟。同时,随着节能环保技术的不断发展,在国外汽车厂已经成功应用的3C1B、粉末喷涂等新技术,还需要我们作大量的引进、消化和吸收工作。如何跟上国外汽车涂装新技术的发展步伐,进而开发出具有自主知识产权的涂装新设备仍是摆在我们面前的一个课题。
下一篇:雨季汽车漆面保养
相关文章
发布评论
 已有
已有 杭州湖州绍兴马莱
杭州湖州绍兴马莱 巴洛克风格餐厅
巴洛克风格餐厅 马来漆工程097
马来漆工程097 马来漆工程095
马来漆工程095 马来漆工程094
马来漆工程094 马来漆工程086
马来漆工程086 马来漆工程082
马来漆工程082 马来漆工程078
马来漆工程078 马来漆工程069
马来漆工程069 马来漆工程065
马来漆工程065 马来漆工程061
马来漆工程061 马来漆工程060
马来漆工程060 马来漆工程051
马来漆工程051 马来漆工程036
马来漆工程036 马来漆工程034
马来漆工程034 马来漆工程031
马来漆工程031 马来漆工程028
马来漆工程028 马来漆工程001
马来漆工程001 马来漆工程002
马来漆工程002 马来漆工程003
马来漆工程003 马来漆工程004
马来漆工程004 马来漆工程005
马来漆工程005 马来漆工程006
马来漆工程006 马来漆工程007
马来漆工程007 马来漆工程008
马来漆工程008