
汽车涂料
汽车涂装线的设计与应用
摘要:简述了汽车涂装线设计的要点。根据所采用的涂装新材料和新工艺的特点,确定了涂装工艺流程和参数,以及设备的工作原理和主要结构。涂装线投入生产运行后,通过分析运行数据,结果表明其满足了汽车涂装的要求,同时提供了降低涂装车间能耗的措施。
随着汽车涂装技术的发展和环保要求的逐步提高,国内汽车涂装线已越来越重视环保节能型涂装新材料、新工艺的应用。设计汽车涂装线时,涂装设备的工作原理和参数必须与之相匹配;同时,为了追求涂装线的高精益化和高柔性化,设备选型应尽可能多地采用国产设备,通过加强设备维护来提高整个生产线的开动率,从而降低生产线的建设费用;还要充分了解和预测新车型的开发,新涂装线应能满足多品种共线生产,使后续车型投产时对生产线的停产改造时间尽可能短。汽车涂装线的设计及应用是一个很大的课题,本文仅对上汽临港油漆车间采用的先进技术和个性化特点加以论述。
1设计前提
1.1生产能力、车身尺寸和输送方式
净生产能力:880台/d,工作时间:22h/d。最大车身外形尺寸(长×宽×高):5m×2.2m×1.6m。输送方式:前处理、电泳线采用摆杆输送机;车底喷涂采用反向滑橇(间歇式);地面输送采用滑橇。
1.2热能及自然气候条件
天然气热值34750~36420kJ/m3,热水温度120℃。夏季最高温度35℃,相对湿度80%,冬季最低温度-4℃,相对湿度70%。
1.3车身涂层质量要求
满足中、高级轿车的涂层质量要求。电泳底漆、中涂漆和面漆的涂膜厚度的要求不一样,电泳漆:外表面≥18μm,内部空腔≥11μm;中涂:外表面30~40μm,内表面15~20μm;面漆:金属底色漆12~20μm或素色漆20~25μm,清漆35~50μm。
2涂装线的生产能力和输送速度
根据设计前提的要求,综合考虑各线设备利用率、返工率和交换件生产需求,确定涂装线的产能和输送速度,见表1。
3所用主要涂装材料的应用特性
3.1前处理剂、阴极电泳漆
前处理剂采用液体脱脂剂,所含的表面活性剂为非离子型,生物可降解,COD值低。低锌加锰改良磷化液,磷化膜致密、均匀,P比较大。无铬钝化剂,使污水处理成本降低。
表1涂装线的生产能力和输送速度
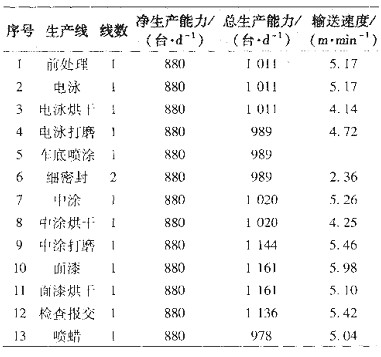
表1
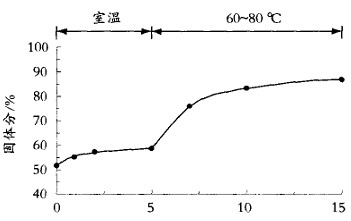
图1
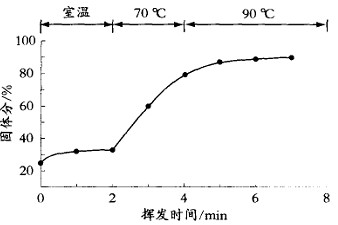
图2
随着汽车涂装技术的发展和环保要求的逐步提高,国内汽车涂装线已越来越重视环保节能型涂装新材料、新工艺的应用。设计汽车涂装线时,涂装设备的工作原理和参数必须与之相匹配;同时,为了追求涂装线的高精益化和高柔性化,设备选型应尽可能多地采用国产设备,通过加强设备维护来提高整个生产线的开动率,从而降低生产线的建设费用;还要充分了解和预测新车型的开发,新涂装线应能满足多品种共线生产,使后续车型投产时对生产线的停产改造时间尽可能短。汽车涂装线的设计及应用是一个很大的课题,本文仅对上汽临港油漆车间采用的先进技术和个性化特点加以论述。
1设计前提
1.1生产能力、车身尺寸和输送方式
净生产能力:880台/d,工作时间:22h/d。最大车身外形尺寸(长×宽×高):5m×2.2m×1.6m。输送方式:前处理、电泳线采用摆杆输送机;车底喷涂采用反向滑橇(间歇式);地面输送采用滑橇。
1.2热能及自然气候条件
天然气热值34750~36420kJ/m3,热水温度120℃。夏季最高温度35℃,相对湿度80%,冬季最低温度-4℃,相对湿度70%。
1.3车身涂层质量要求
满足中、高级轿车的涂层质量要求。电泳底漆、中涂漆和面漆的涂膜厚度的要求不一样,电泳漆:外表面≥18μm,内部空腔≥11μm;中涂:外表面30~40μm,内表面15~20μm;面漆:金属底色漆12~20μm或素色漆20~25μm,清漆35~50μm。
2涂装线的生产能力和输送速度
根据设计前提的要求,综合考虑各线设备利用率、返工率和交换件生产需求,确定涂装线的产能和输送速度,见表1。
3所用主要涂装材料的应用特性
3.1前处理剂、阴极电泳漆
前处理剂采用液体脱脂剂,所含的表面活性剂为非离子型,生物可降解,COD值低。低锌加锰改良磷化液,磷化膜致密、均匀,P比较大。无铬钝化剂,使污水处理成本降低。
表1涂装线的生产能力和输送速度
表1
注:总生产能力不包含维修备件的生产量,维修备件的生产采用外协。采用无铅阴极电泳漆,主要优点有:①不含铅及其他重金属,具有低的VOC(VOC=7%);②高泳透力,整车膜厚均匀;③低施工电压(低压段180V,高压段240V);④低颜基比(0.12∶1),槽液温度范围宽(29~35℃),具有高稳定性。
3.2中涂
采用水性中涂,VOC≤8%,大大低于溶剂型中涂的VOC。其固化条件为160℃,20min,根据漆膜固体分随挥发时间的变化曲线(如图1),漆膜在室温放置5min后,固体分仍低于60%,当环境温度改变为60~80℃,放置10min后,其固体分≥85%,因此水性中涂在160℃烘干前,需经过80℃预烘干。
3.2中涂
采用水性中涂,VOC≤8%,大大低于溶剂型中涂的VOC。其固化条件为160℃,20min,根据漆膜固体分随挥发时间的变化曲线(如图1),漆膜在室温放置5min后,固体分仍低于60%,当环境温度改变为60~80℃,放置10min后,其固体分≥85%,因此水性中涂在160℃烘干前,需经过80℃预烘干。
图1
图1水性中涂漆膜固体分随挥发时间的变化
3.3底色漆及清漆
采用水性底色漆,VOC为18%~26.5%,与高固体分溶剂型底色漆VOC为45.5%~51.5%相比,水性底色漆VOC降低50%以上。采用溶剂型清漆,在喷涂清漆前,水性底色漆膜的固体分应为85%~95%,车身表面温度≤35℃,以避免产生漆膜弊病,根据底色漆膜固体分随挥发时间的变化曲线(如图2),喷涂后,需经过70~90℃的热空气强制闪干,才能喷涂清漆。
3.3底色漆及清漆
采用水性底色漆,VOC为18%~26.5%,与高固体分溶剂型底色漆VOC为45.5%~51.5%相比,水性底色漆VOC降低50%以上。采用溶剂型清漆,在喷涂清漆前,水性底色漆膜的固体分应为85%~95%,车身表面温度≤35℃,以避免产生漆膜弊病,根据底色漆膜固体分随挥发时间的变化曲线(如图2),喷涂后,需经过70~90℃的热空气强制闪干,才能喷涂清漆。
图2
图2水性底色漆膜固体分随挥发时间的变化
4先进涂装工艺的采用
4.1PVC焊缝密封胶与中涂的湿碰湿工艺
采用新型的PVC焊缝密封胶,车身在细密封线涂PVC焊缝密封胶后,湿碰湿喷涂中涂,与中涂一起烘干。与传统工艺相比,省去了PVC预烘干工序,减少了设备投资和能耗。
4.2同色中涂工艺
采用与底色漆相同颜色的中涂漆,并配置相应的调输漆系统,在车身外表面自动喷涂外用中涂后,对车身内表面人工喷涂同色中涂,然后,车身内表面不再喷涂底色漆和清漆。
4.3自动车底喷涂
自动喷涂工区布置有4台6轴FANUC工业机器人,其配套系统具有涂料压力控制功能,使系统具有稳定的喷幅和流量。当车身输送至准确位置后,由机器人对车身底部进行自动喷涂。
4.4车身外表面自动喷涂
中涂自动喷涂工区布置有6台P500型机器人,完成车身外表面单层水性中涂喷涂。每台机器人有一个直充式水性漆系统和VersabellⅡ喷涂器,颜色数为2。本系统具有降级能力,在1台机器人有故障时,其余5台机器人能够继续完成工作。底色漆自动喷涂工区布置有12台P500型机器人,完成车身外表面两层水性底色漆喷涂,采用杯+杯喷涂工艺,两层底色漆均用高压静电旋杯喷涂。每台机器人有一个直充式水性漆系统和VersabellII喷涂器,颜色数为16。在每一涂层区如有1台机器人出现故障时,其余5台将能够继续完成工作。清漆自动喷涂工区布置有8台P500型机器人,完成车身外表面两层溶剂型清漆喷涂。每台机器人配备一个直充式旋转喷涂器和齿轮泵液体传输系统。本系统具有降级能力,在1台机器人有故障时,其余7台机器人将能够继续完成工作。
4先进涂装工艺的采用
4.1PVC焊缝密封胶与中涂的湿碰湿工艺
采用新型的PVC焊缝密封胶,车身在细密封线涂PVC焊缝密封胶后,湿碰湿喷涂中涂,与中涂一起烘干。与传统工艺相比,省去了PVC预烘干工序,减少了设备投资和能耗。
4.2同色中涂工艺
采用与底色漆相同颜色的中涂漆,并配置相应的调输漆系统,在车身外表面自动喷涂外用中涂后,对车身内表面人工喷涂同色中涂,然后,车身内表面不再喷涂底色漆和清漆。
4.3自动车底喷涂
自动喷涂工区布置有4台6轴FANUC工业机器人,其配套系统具有涂料压力控制功能,使系统具有稳定的喷幅和流量。当车身输送至准确位置后,由机器人对车身底部进行自动喷涂。
4.4车身外表面自动喷涂
中涂自动喷涂工区布置有6台P500型机器人,完成车身外表面单层水性中涂喷涂。每台机器人有一个直充式水性漆系统和VersabellⅡ喷涂器,颜色数为2。本系统具有降级能力,在1台机器人有故障时,其余5台机器人能够继续完成工作。底色漆自动喷涂工区布置有12台P500型机器人,完成车身外表面两层水性底色漆喷涂,采用杯+杯喷涂工艺,两层底色漆均用高压静电旋杯喷涂。每台机器人有一个直充式水性漆系统和VersabellII喷涂器,颜色数为16。在每一涂层区如有1台机器人出现故障时,其余5台将能够继续完成工作。清漆自动喷涂工区布置有8台P500型机器人,完成车身外表面两层溶剂型清漆喷涂。每台机器人配备一个直充式旋转喷涂器和齿轮泵液体传输系统。本系统具有降级能力,在1台机器人有故障时,其余7台机器人将能够继续完成工作。
下一篇:雨季汽车漆面保养
相关文章
发布评论
 已有
已有 杭州湖州绍兴马莱
杭州湖州绍兴马莱 巴洛克风格餐厅
巴洛克风格餐厅 马来漆工程097
马来漆工程097 马来漆工程095
马来漆工程095 马来漆工程094
马来漆工程094 马来漆工程086
马来漆工程086 马来漆工程082
马来漆工程082 马来漆工程078
马来漆工程078 马来漆工程069
马来漆工程069 马来漆工程065
马来漆工程065 马来漆工程061
马来漆工程061 马来漆工程060
马来漆工程060 马来漆工程051
马来漆工程051 马来漆工程036
马来漆工程036 马来漆工程034
马来漆工程034 马来漆工程031
马来漆工程031 马来漆工程028
马来漆工程028 马来漆工程001
马来漆工程001 马来漆工程002
马来漆工程002 马来漆工程003
马来漆工程003 马来漆工程004
马来漆工程004 马来漆工程005
马来漆工程005 马来漆工程006
马来漆工程006 马来漆工程007
马来漆工程007 马来漆工程008
马来漆工程008
关于本站 |English| 广告赞助 | 网站地图 | 法律声明 | 意见投诉 | 帮助中心 | 友情链接|合作伙伴: 德国恩家 美国欧施泥 欧施泥外墙 欧施泥内墙 欧施泥微水泥 OURSTUCCO欧施泥色彩词典 OURSTUCCO欧施泥专业改色涂料 OURSTUCCO欧施泥色彩焕新 OURSTUCCO欧施泥色彩设计 欧施泥专业改色艺术涂料产品 OURSTUCCO欧施泥艺术涂料艺术漆色卡 OURSTUCCO欧施泥瓷砖改色 金属改色 玻璃改色 水泥地坪改色 环氧地坪改色 医院改色 地下停车场改色 学校改色PP专色系列,SW专色系列,NCS专色系列,LB专色系列,VS专色系列,BR专色系列,BB专色系列,BJ专色系列,FL专色系列,DUL专色系列,KLM专色系列,CBC专色系列,LIGHT200,LIGHT150,MIDDLE100,DEEP80,BRIGHT,COFFEE,屏幕RGB校色电子词典,色彩原理动态配色,设计师色彩高阶应用,涂料色彩APP系统,所见即所得色彩体验
恩家官方服务电话:400-689-0088 客服:010-84722662 客服传真:010-84726199 版权所有 艺术涂料网 京ICP备11048903号-3