
涂料文集
高耐久涂料用交联型氟树脂(三)
5.2.4 Wanboflon氟碳树脂在防腐涂料体系中的应用
前面已讨论氟碳树脂在建筑涂料中的应用,主要涉及的底材为砖石、水泥、混凝土等建筑材料,用于建筑外墙、围墙、屋顶、桥梁、塑料建材等领域。以下要介绍的是用于室外大型钢结构(双组分氟碳涂料)的防腐蚀涂料、可中温(140~150℃)烘烤的金属底材的面漆(单组分氟碳面漆)。
5.2.4.1 涂层结构
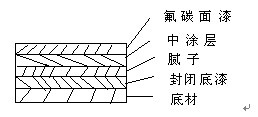 金属底材的涂层
金属底材的涂层
中国艺术涂料网“转载文章,请注明:文章来源中国艺术涂料网”
金属底材的涂层
5.2.4.2 底材表面处理
底材可能包括碳钢、镀锌钢、阳极化铝等。
漆前表面处理赋予涂层三方面的作用:第一,提高涂层对材料表面的附着力;提高涂层对金属基体的防腐蚀保护能力;提高基体表面平整度。
漆前表面处理主要包括除油、除锈、磷化、氧化、表面调整和钝化封闭。
重防护涂层的底材处理等级要求达到Sa 2.5以上,底漆才有足够的附着力。对于小型金属件,可以按上述表面处理方法进行处理;而对于大型钢结构,往往通过除油、除锈后,直接涂底漆。
需要涂腻子的场合,推荐采用原子灰,而不要采用水性腻子。
5.2.4.3 底漆
底漆主要考虑耐腐蚀性,不仅应对底材有良好的附着力,而且有腐蚀保护作用。
选择底漆,将取决于底材和已有涂料体系,通常必须清除旧涂膜。如果已有涂料体系是氟聚合物,则要求涂特种底漆。通常采用双组分环氧底漆,这是大多数金属底材的情况。如果要求对底材有优异的腐蚀保护,则在氟聚合物涂层下面采用高度耐腐蚀的富锌底漆(有机富锌如环氧富锌及无机富锌底漆)和环氧云铁中涂层。
5.2.4.4 氟碳面漆
双组分氟碳面漆的配制可以参照建筑涂料中面漆的配制方法。
5.2.4.5 氟碳面漆的配制
单组分氟涂料是以氟树脂为基料,以氨基树脂为固化剂在中温(140~150℃)×20~30min烘烤固化形成涂膜,主要用于小型金属件主要为钢铁件的工厂施工,由于干燥时间短,可节省空间且可立即投入使用。
(1)金属闪光漆参考配方
表14 金属闪光漆的配方示例
清漆:
铝浆:
金属闪光漆参数:
清漆:铝浆 = 150.0:19.2
固体分:39%~40%
施工参数
施工方法通常采用喷涂施工可获得金属效果,其施工参数如下:
喷涂粘度(23±2℃,涂-4杯),s 18~20
喷涂压力,MPa 0.2~0.4
固化条件
金属漆-罩光漆:湿碰湿二涂一烘(2C1B)
烘烤条件:140℃×30min或150℃×20min
(2) 单组分氟碳白漆配方
表15 单组分氟碳白漆配方示例
白漆配方参数:
颜基比:35/65
氟树脂:氨基树脂=4:1
体系的F含量=20%
固体分:60%
施工参数
喷涂粘度(23±2℃,涂-4杯),s 18~20
喷涂压力,MPa 0.2~0.4
固化
烘烤条件: (140~150℃)×(20~30min)
5.2.5 氟碳面漆涂膜性能
表16 氟碳面漆涂膜性能指标及实测数据
注*:对于建筑外墙涂料(非金属材质)不作要求。耐盐雾性要求达到1000h,但对于铝底材的耐盐雾性则要求达到4000h。由于用于室外钢结构所以未列出铝材的数据。
5.3 喷涂单板及卷材涂料用氟树脂
传统的氟聚合物涂料技术在卷涂线上是通过熔融的热塑性分散体,即在加热时熔融流平形成涂膜,但有限的色彩、较低的光泽及重涂困难,限制了其应用范围。热固性溶液氟树脂和卷材氟涂料的开发,消除了已存在近30年氟碳卷材涂料的更为广泛应用的障碍。
新的第二代热固性溶液氟碳树脂涂料在卷涂线上通过化学反应固化,不是简单的热熔合,除了可常温及中温(140~150℃)交联外,还可通过调化学结构来适合卷材涂料高温短时间(如PMT 224~249℃×60~90s)烘烤固化成膜。正是这个优点,在卷材涂装与现场涂装或涂装辅助部件之间确保了同样的耐候性。
铝塑复合板近年来发展迅速,而新一代热固性氟碳卷材涂料,由于其采用的氟聚合物(FEVE)严格的交替结构,使得其性能与传统的氟涂料耐久性和耐化学性同样好,不同于含70%氟树脂的传统分散体氟碳漆,FEVE溶液漆可以100%采用氟树脂,能消除任何可能的性能受损。而且,在面漆中采有的氟树脂越少降解越快。
FEVE是一种透明的真溶液,这种透明性和溶解度使之有可能扩大光泽范围从平光的约10%到高光通常80%或更高,色彩可以是明亮和鲜艳的,这一特点使得建筑界对材料的外观设计赋予了更大创造空间。溶液氟碳漆可以重涂,许多建筑商和下游客户已经注意到这个重要优势,开始将重涂性作为表面涂装一个重要的考察内容。因而,溶液氟碳涂料将继续进入建筑市场。
这种新型的氟碳涂料的兴起将对未来卷材涂料市场产生极大影响。热固性溶液氟碳涂料正快速建立起满足卷材涂层新的更高要求的值得信赖的声誉。
幕墙用铝或铝合金单层成形板(铝单板)以往采用的是传统型热熔型氟碳面漆,色彩单调色调暗淡,限制了其应用领域的进一步扩大,而溶液型氟碳面漆的出现,无疑注入了新的活力,溶液型氟碳面漆的上述特点,完全满足铝单板的涂装外观和性能要求。
5.3.1 技术指标
表17 卷材及喷涂单板氟涂料用氟树脂技术指标
5.3.2 典型应用
(1)氟碳卷材涂料
ü 建筑装饰用的铝塑外墙板的面漆
ü 建筑业用彩色涂层外用钢板及钢带用氟碳面漆
ü 家电业用彩色涂层外用钢板及钢带用氟碳面漆
(2)氟碳喷涂型材涂料
ü 建筑用铝合金热挤压型材的喷涂涂层面漆
ü 铝幕墙用铝单板及铝合金单层成形板
ü 用途和表面处理方式相同的铝合金热挤压管材的喷涂涂层面漆
ü 天棚板、天花板及其他工业用喷涂板
涉及的应用领域包括:管道工业、造纸工业、半导体工业、核废料处理、常规化工过程、食品工业、制药工业、石化工业等。
5.3.3 底材前处理
卷材及喷涂型材所采用的基材有铝材、镀锌板、镀铝锌板、铝化钢板、不锈钢板等,其中铝材包括铝卷材、铝板、铝蜂窝板铝型材。这些基材表面存在润滑剂、防锈油等粘附物以及氧化膜,这些物质的存在都可能影响涂装质量,最终对涂层性能产生很大影响。为了提高涂层在基材表面的结合强度和耐腐蚀性,需要在其表面形成稳定的转化膜。
铝卷材板的表面处理方法有多种,这里举出2种方法:
碱腐蚀除氧化皮,热水洗,冷水洗;
出光(中和浸亮);
氧化形成转化膜:阳极氧化,热水洗,冷水洗,K2Cr2O7封闭,热水洗,冷水洗;
干燥。
B 采用汉高公司前处理液,形成钝化膜。具体处理方法:碱洗(60℃);室温水洗两遍;铬酸室温处理;室温水洗两遍;转化膜处理(50~55℃);室温水洗;70℃水洗;干燥(90~95℃),即所谓十箱法操作。
5.3.4 底漆
对于铝底材,对涂膜的耐盐雾性要求不如钢铁底材要求高,但是耐碱性同样要好,因为对于氟碳金属闪光涂料,如果底漆耐碱性不好,则容易使涂层体系起泡;而对于钢铁底材,除了耐碱性外,还要求具有良好的耐盐雾性,因此树脂本身耐盐雾性好,必要时还要加防锈颜料。
底漆树脂体系的选择,对于铝底材可以选择环氧聚氨酯、环氧聚酯氨基或环氧聚酯聚氨酯、聚酯氨基、丙烯酸聚氨酯,只要耐碱性通过即可。喷涂型材无T弯要求,底漆类型选择比较灵活,但对于卷材涂料,要考虑T弯要求,所以要求底漆柔韧性好,可能聚酯类型比较合适;如果总的涂膜厚度不高(底漆厚度在6~9µm),势必还要考虑底漆还要有一定的耐候性,除了柔韧性、耐碱性要求外,还要采用耐候级树脂,如耐候性聚酯,环氧也必须是脂肪族环氧。WF-P010系列即是这种类型树脂。
底漆施工方法喷涂型材与卷材不同,对于卷材,经处理过的铝板,用辊涂方法涂装,烘烤条件:PMT 224~232℃×50~60s。对于喷涂型材,要求湿碰湿涂装。干膜厚度一般在8~12µm。底漆的耐溶剂擦拭性不作单独要求,但配套后要求达到要求。
5.3.5 面漆配制
配制金属漆时,铝粉要预先浸泡,然后加入到清漆中,然后搅拌均匀,但要注意不要用剪切高速分散机,以免破坏铝片。要配制彩色金属漆时,再加入透明颜料浆进行调色。金属漆最好要罩光,罩光清漆中还要加入UVA和HALS;对于不罩光的情况,耐久性不作担保,此时特别要考察耐碱性,此时UVA和HALS要加入到金属漆中。
铝粉加入量随铝粉粒径不同而不同,细粒径(30µm以下),占总漆量的5%~6%,粗粒径时占总漆量的8%~10%。
配制色漆时,可直接用氟碳树脂配合分散剂进行研磨。
下一篇:高耐久涂料用交联型氟树脂(二)
相关文章
发布评论
 已有
已有 杭州湖州绍兴马莱
杭州湖州绍兴马莱 巴洛克风格餐厅
巴洛克风格餐厅 马来漆工程097
马来漆工程097 马来漆工程095
马来漆工程095 马来漆工程094
马来漆工程094 马来漆工程086
马来漆工程086 马来漆工程082
马来漆工程082 马来漆工程078
马来漆工程078 马来漆工程069
马来漆工程069 马来漆工程065
马来漆工程065 马来漆工程061
马来漆工程061 马来漆工程060
马来漆工程060 马来漆工程051
马来漆工程051 马来漆工程036
马来漆工程036 马来漆工程034
马来漆工程034 马来漆工程031
马来漆工程031 马来漆工程028
马来漆工程028 马来漆工程001
马来漆工程001 马来漆工程002
马来漆工程002 马来漆工程003
马来漆工程003 马来漆工程004
马来漆工程004 马来漆工程005
马来漆工程005 马来漆工程006
马来漆工程006 马来漆工程007
马来漆工程007 马来漆工程008
马来漆工程008