
涂料技术
我国卷材用粉末涂料涂装技术进展
[据粉末涂料资讯网报道] 0 引言
预涂卷材可应用于建筑用内外墙板,而且在家电、汽车、金属家具等行业有着广阔的前景。我国从20世纪80年代开始引进并吸收国外技术,特别是近几年,由于建材市场和汽车家电市场成本和环保的要求,国内卷材涂装生产线大量上马。
粉末涂料以其高利用率和环保性著称,中国也已成为世界上最大的粉末涂料市场。粉末涂装典型的线速度在10m/min,但目前这种固化周期人们关注的程度大,也越来越接近于饱和点。对于传统粉末的新的突破口渐渐浮出水面,包括对中密度纤维板、塑料部件、热敏性部件预组装,如电马达、气动压缩弹簧等的涂装。
粉末涂料对卷材拥有更大的空间,如穿孔以及浮雕印花金属;高膜厚,花纹涂膜等;另外,硬度、柔韧性、耐刮和耐化学品性都能得到提高。预涂的卷材在生产效率和品质,特别是环保性方面比以传统方式后涂的卷材具有更大的优势。
传统的粉末涂装工艺无法满足高速度的要求,或许需要同时使用50支以上重叠喷枪来实现,但已基本达到极限。因此,必须采用新的涂装技术以适应卷材涂料发展的需求。
UV,IR以及EB固化的周期都很短,红外技术可使粉末在60s内固化,而EB技术可在20s内固化,紫外技术可使粉末几秒固化。怎样与这些固化形式匹配而形成高速度的涂装线,线速达到100m/min,或者更高,是人们研究的热点。
1 静电喷涂法
与通常的粉末静电喷涂一样,根据卷材的宽度和线速来确定喷枪的数量和排布。如果以通常的燃气加热的方式,卷材的线速只能达到l520m/min,如果再提高线速,粉末涂料在基材高速移动时被带走,其沉积效率只有40%-50%;而且喷枪排布密集,静电涂装涂膜的膜厚不易控制。也易出现其它涂膜缺陷,如麻点、桔皮等。现在人们研究的热点集中在以辐射固化的方式来代替燃气加热固化。
2 粉末云技术
众所周知,基材线速越快,越多的空气会随之移动。与静电喷枪产生的“点源”相比,MSC公司的“线源”能产生比静电喷枪强1000倍的粉末源,这就使得粉末穿透卷材在快线速下产生的气流层成为可能。
粉末云雾能覆盖4个区域:两个是基材行进的正向,两个是反向,如图1所示。这一技术突出的优点是:在静电产生区域以电刷来均匀分布粉末云的密度和电荷量,而此时涂膜的厚度可以通过粉末的粒度和基材的线速来控制。通常的膜厚在10~130μm,粉末的沉积率平均超过93%。而且可根据不同的要求喷涂单面或双面。与传统的液体涂装的换色时间差不多,都为30min左右。与接触式辊涂不同的是,粉末云技术更适于涂装预冲压,压花卷材;而且在要求立体效果的涂料中具有不可比拟的优势,如砂纹、锤纹等。
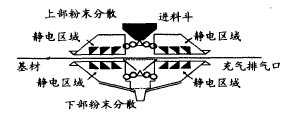 图1 粉末云涂装原理
与上述工艺类似,日本的磷酸盐被膜公司将粉末以喷嘴的形式从上部呈雾状向下喷,通过喷射器吸入量和对流喷嘴的空气量调节粉末云的浓度。云状的粉末由位于两侧电极板上的电晕针产生的离子而带电,研究表明:涂膜的厚度与加载的电压和粉末吐出量有关。
3 EMI技术
DSM公司的EMB技术(电磁刷技术)源于复印和激光印刷的原理。如图2所示,粉末粒子与载体粒子一起强烈混合,这种载体粒子是以聚四氟乙烯(Teflon)或类似的聚合物包覆。在混合过程中,粉末粒子与载体粒子摩擦带电,并使它们粘附于载体上。接着用混合辊将这种混合物转移到一个内侧安装有固定磁铁的旋转磁鼓上,板材的另一侧为接地状态。在磁铁范围内,携带粉末粒子的载体小珠,在磁场下形成链状,这些链就是所谓的粘附于磁鼓表面的磁刷,而该磁刷的长度决定了旋转磁鼓与一把固定的定长刀,即刮刀之间的距离。通过在旋转磁鼓外壳和光感器之间施加静电场,使粉末粒子粘附于卷材上,如图3所示。此时粉末粒子的量取决于静电场的强度,当静电场力大于粉末粒子与载体间的库仑力时,粉末粒子就会沉积下来,通过调节静电场的大小来调节涂膜的厚度。
例如,以混合型粉末涂料和异氰脲酸三缩水甘油酯(TGIC)固化的纯聚酯粉末涂料经摩擦带电改性的粉末平均粒径为24μm时,在100m/min下可得到25μm厚的涂膜。
图1 粉末云涂装原理
与上述工艺类似,日本的磷酸盐被膜公司将粉末以喷嘴的形式从上部呈雾状向下喷,通过喷射器吸入量和对流喷嘴的空气量调节粉末云的浓度。云状的粉末由位于两侧电极板上的电晕针产生的离子而带电,研究表明:涂膜的厚度与加载的电压和粉末吐出量有关。
3 EMI技术
DSM公司的EMB技术(电磁刷技术)源于复印和激光印刷的原理。如图2所示,粉末粒子与载体粒子一起强烈混合,这种载体粒子是以聚四氟乙烯(Teflon)或类似的聚合物包覆。在混合过程中,粉末粒子与载体粒子摩擦带电,并使它们粘附于载体上。接着用混合辊将这种混合物转移到一个内侧安装有固定磁铁的旋转磁鼓上,板材的另一侧为接地状态。在磁铁范围内,携带粉末粒子的载体小珠,在磁场下形成链状,这些链就是所谓的粘附于磁鼓表面的磁刷,而该磁刷的长度决定了旋转磁鼓与一把固定的定长刀,即刮刀之间的距离。通过在旋转磁鼓外壳和光感器之间施加静电场,使粉末粒子粘附于卷材上,如图3所示。此时粉末粒子的量取决于静电场的强度,当静电场力大于粉末粒子与载体间的库仑力时,粉末粒子就会沉积下来,通过调节静电场的大小来调节涂膜的厚度。
例如,以混合型粉末涂料和异氰脲酸三缩水甘油酯(TGIC)固化的纯聚酯粉末涂料经摩擦带电改性的粉末平均粒径为24μm时,在100m/min下可得到25μm厚的涂膜。
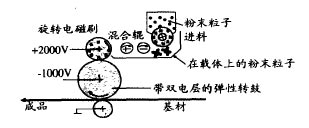 图 2 电磁刷技术原理示意图
图 2 电磁刷技术原理示意图
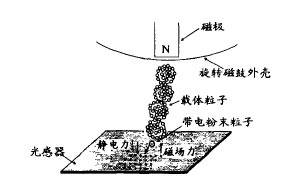 图 3 电磁刷技术涂装示意图
美国海登堡数位公司已将线速在120m/min下的改进型旋转电磁刷技术应用于钢材以及不锈钢、铝板等的涂装,已有几种不同的载体,如导电的或绝缘的载体。具有固定磁核或是旋转磁核的涂布辊轮电磁刷技术应用已工业化,这些系统包括固定磁核导电电磁刷,固定磁核绝缘电磁刷,旋转磁核绝缘电磁刷。最后一种技术也被称为旋转磁刷改进体系。几乎所有的现有体系均使用绝缘载体粒子,可以是表面涂有绝缘层的导电介质,如涂有Teflon的铁质粒子,或者干脆使用绝缘体,如具有高介电常数磁型的铁素体。改进的旋转电磁刷使用磁型铁素体为载体,而传统体系使用具有绝缘层的导电载体。
通常改进的旋转电磁刷技术具有柱状的导电壳和可改变的接受体南极北极的条状磁铁。在辊轮上的磁型载体在辊轮的磁场中形成了连续的链状。这被称为“绒毛”,当与南极北极相连时,载体链与上色核垂直。在南北极之间,磁核的磁场与上色核平行,载体链也基本与上色核平行。辊轮的外表面或者上色核,与接受体同时运动。当磁核旋转时,载体链沿接受体的运动方向轻抛。与此相反的是,传统体系中,由于固定磁核的存在,“绒毛”也是静止的。其典型的工艺条件为:粉末涂料推荐加入1.5h的带电剂,并碾磨成粉,分级成平均粒度为12.9μm的粉末。混合物还包括15%的锶铁素体,这种锶铁素体表面涂有0.3h的带电剂,在搅拌机中混合1min,粉末表面积为30g/m。线速在120m/min下,对导电基材,非导电基材和铁磁型基材涂装。对于导电基材来说,只要电磁刷的辊轮和基材表面存在电场,粉末就能沉积在已接地的导电基材上。对于非导电基材来说,可以采用粉末本身的电晕充电或者在基材下方或邻近位置预埋电极等方法来实现。而对于表面比较粗糙,易保留载体粒子的基材,如木材和花纹型塑料,可以用粉末发射的方法代替载体与基材的直接接触。对于这种非接触或软接触体系来说,线速与基材和辊轮的距离之间有一个匹配。对于磁型基材来说,少量的用于消除辊轮和基材磁型的载体也是必需的。
改进的旋转电磁刷技术的优点包括:高沉降率,高线速,平整的涂膜,较宽范围的膜厚。可通过沉积电压来调节粉末的膜厚。比较细的粉末,粒径低于9μm的粉末也能使用。
4 TraA技术
Fraunhofer公司的TraA技术,使用粉末传输技术代替喷枪,如图4所示,避免了传统粉末喷涂应用速度的局限性和膜厚差异。
图 3 电磁刷技术涂装示意图
美国海登堡数位公司已将线速在120m/min下的改进型旋转电磁刷技术应用于钢材以及不锈钢、铝板等的涂装,已有几种不同的载体,如导电的或绝缘的载体。具有固定磁核或是旋转磁核的涂布辊轮电磁刷技术应用已工业化,这些系统包括固定磁核导电电磁刷,固定磁核绝缘电磁刷,旋转磁核绝缘电磁刷。最后一种技术也被称为旋转磁刷改进体系。几乎所有的现有体系均使用绝缘载体粒子,可以是表面涂有绝缘层的导电介质,如涂有Teflon的铁质粒子,或者干脆使用绝缘体,如具有高介电常数磁型的铁素体。改进的旋转电磁刷使用磁型铁素体为载体,而传统体系使用具有绝缘层的导电载体。
通常改进的旋转电磁刷技术具有柱状的导电壳和可改变的接受体南极北极的条状磁铁。在辊轮上的磁型载体在辊轮的磁场中形成了连续的链状。这被称为“绒毛”,当与南极北极相连时,载体链与上色核垂直。在南北极之间,磁核的磁场与上色核平行,载体链也基本与上色核平行。辊轮的外表面或者上色核,与接受体同时运动。当磁核旋转时,载体链沿接受体的运动方向轻抛。与此相反的是,传统体系中,由于固定磁核的存在,“绒毛”也是静止的。其典型的工艺条件为:粉末涂料推荐加入1.5h的带电剂,并碾磨成粉,分级成平均粒度为12.9μm的粉末。混合物还包括15%的锶铁素体,这种锶铁素体表面涂有0.3h的带电剂,在搅拌机中混合1min,粉末表面积为30g/m。线速在120m/min下,对导电基材,非导电基材和铁磁型基材涂装。对于导电基材来说,只要电磁刷的辊轮和基材表面存在电场,粉末就能沉积在已接地的导电基材上。对于非导电基材来说,可以采用粉末本身的电晕充电或者在基材下方或邻近位置预埋电极等方法来实现。而对于表面比较粗糙,易保留载体粒子的基材,如木材和花纹型塑料,可以用粉末发射的方法代替载体与基材的直接接触。对于这种非接触或软接触体系来说,线速与基材和辊轮的距离之间有一个匹配。对于磁型基材来说,少量的用于消除辊轮和基材磁型的载体也是必需的。
改进的旋转电磁刷技术的优点包括:高沉降率,高线速,平整的涂膜,较宽范围的膜厚。可通过沉积电压来调节粉末的膜厚。比较细的粉末,粒径低于9μm的粉末也能使用。
4 TraA技术
Fraunhofer公司的TraA技术,使用粉末传输技术代替喷枪,如图4所示,避免了传统粉末喷涂应用速度的局限性和膜厚差异。
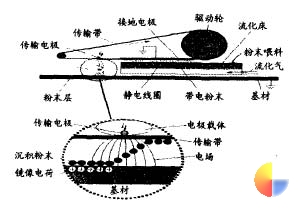 图 4 TraA 高速粉末涂装原理
在这种技术中,粉末通过循环输送带传输至带下的基材上,由于粉末粒子均匀地沉积在基材表面,从而得到比较均一的膜厚。而且,没有传送到基材上的粉末粒子并无浪费,而是随着传输带到下一个循环。这种工艺同样适用于非金属基材,线速最高在60m/min,适用于NIR固化,传统的环氧聚酯混合型粉末涂料,可得到70μm的膜厚。
5 结语
现在欧州市场大约有10条卷材粉末涂装线,线速在20m/min,基本以喷枪和旋转式涂装为主。美国MSC公司的粉末云技术已处于半商业化阶段。而DSM公司的EMB技术基本处于小试阶段,TraA技术只是刚刚完成试验。与这些涂装线配套的粉末涂料一般由知名的公司,如杜邦、阿克苏、罗门哈斯和G等行业巨头提供。
卷材涂料这几年在我国发展的空间很大,随着人们环保意识的加强,以及成本降低的要求,粉末涂装卷材涂料是发展的趋势。有人预言卷材涂料将迎来粉末涂装的时代。但由于种种原因,目前为止国内还没有一条真正意义的粉末卷材涂装线,人们关注的也不多。本文着重介绍国外的发展动向,以期望有识之士对粉末卷材涂装投入更大的关注。
图 4 TraA 高速粉末涂装原理
在这种技术中,粉末通过循环输送带传输至带下的基材上,由于粉末粒子均匀地沉积在基材表面,从而得到比较均一的膜厚。而且,没有传送到基材上的粉末粒子并无浪费,而是随着传输带到下一个循环。这种工艺同样适用于非金属基材,线速最高在60m/min,适用于NIR固化,传统的环氧聚酯混合型粉末涂料,可得到70μm的膜厚。
5 结语
现在欧州市场大约有10条卷材粉末涂装线,线速在20m/min,基本以喷枪和旋转式涂装为主。美国MSC公司的粉末云技术已处于半商业化阶段。而DSM公司的EMB技术基本处于小试阶段,TraA技术只是刚刚完成试验。与这些涂装线配套的粉末涂料一般由知名的公司,如杜邦、阿克苏、罗门哈斯和G等行业巨头提供。
卷材涂料这几年在我国发展的空间很大,随着人们环保意识的加强,以及成本降低的要求,粉末涂装卷材涂料是发展的趋势。有人预言卷材涂料将迎来粉末涂装的时代。但由于种种原因,目前为止国内还没有一条真正意义的粉末卷材涂装线,人们关注的也不多。本文着重介绍国外的发展动向,以期望有识之士对粉末卷材涂装投入更大的关注。
图1 粉末云涂装原理
与上述工艺类似,日本的磷酸盐被膜公司将粉末以喷嘴的形式从上部呈雾状向下喷,通过喷射器吸入量和对流喷嘴的空气量调节粉末云的浓度。云状的粉末由位于两侧电极板上的电晕针产生的离子而带电,研究表明:涂膜的厚度与加载的电压和粉末吐出量有关。
3 EMI技术
DSM公司的EMB技术(电磁刷技术)源于复印和激光印刷的原理。如图2所示,粉末粒子与载体粒子一起强烈混合,这种载体粒子是以聚四氟乙烯(Teflon)或类似的聚合物包覆。在混合过程中,粉末粒子与载体粒子摩擦带电,并使它们粘附于载体上。接着用混合辊将这种混合物转移到一个内侧安装有固定磁铁的旋转磁鼓上,板材的另一侧为接地状态。在磁铁范围内,携带粉末粒子的载体小珠,在磁场下形成链状,这些链就是所谓的粘附于磁鼓表面的磁刷,而该磁刷的长度决定了旋转磁鼓与一把固定的定长刀,即刮刀之间的距离。通过在旋转磁鼓外壳和光感器之间施加静电场,使粉末粒子粘附于卷材上,如图3所示。此时粉末粒子的量取决于静电场的强度,当静电场力大于粉末粒子与载体间的库仑力时,粉末粒子就会沉积下来,通过调节静电场的大小来调节涂膜的厚度。
例如,以混合型粉末涂料和异氰脲酸三缩水甘油酯(TGIC)固化的纯聚酯粉末涂料经摩擦带电改性的粉末平均粒径为24μm时,在100m/min下可得到25μm厚的涂膜。
图 2 电磁刷技术原理示意图
图 3 电磁刷技术涂装示意图
美国海登堡数位公司已将线速在120m/min下的改进型旋转电磁刷技术应用于钢材以及不锈钢、铝板等的涂装,已有几种不同的载体,如导电的或绝缘的载体。具有固定磁核或是旋转磁核的涂布辊轮电磁刷技术应用已工业化,这些系统包括固定磁核导电电磁刷,固定磁核绝缘电磁刷,旋转磁核绝缘电磁刷。最后一种技术也被称为旋转磁刷改进体系。几乎所有的现有体系均使用绝缘载体粒子,可以是表面涂有绝缘层的导电介质,如涂有Teflon的铁质粒子,或者干脆使用绝缘体,如具有高介电常数磁型的铁素体。改进的旋转电磁刷使用磁型铁素体为载体,而传统体系使用具有绝缘层的导电载体。
通常改进的旋转电磁刷技术具有柱状的导电壳和可改变的接受体南极北极的条状磁铁。在辊轮上的磁型载体在辊轮的磁场中形成了连续的链状。这被称为“绒毛”,当与南极北极相连时,载体链与上色核垂直。在南北极之间,磁核的磁场与上色核平行,载体链也基本与上色核平行。辊轮的外表面或者上色核,与接受体同时运动。当磁核旋转时,载体链沿接受体的运动方向轻抛。与此相反的是,传统体系中,由于固定磁核的存在,“绒毛”也是静止的。其典型的工艺条件为:粉末涂料推荐加入1.5h的带电剂,并碾磨成粉,分级成平均粒度为12.9μm的粉末。混合物还包括15%的锶铁素体,这种锶铁素体表面涂有0.3h的带电剂,在搅拌机中混合1min,粉末表面积为30g/m。线速在120m/min下,对导电基材,非导电基材和铁磁型基材涂装。对于导电基材来说,只要电磁刷的辊轮和基材表面存在电场,粉末就能沉积在已接地的导电基材上。对于非导电基材来说,可以采用粉末本身的电晕充电或者在基材下方或邻近位置预埋电极等方法来实现。而对于表面比较粗糙,易保留载体粒子的基材,如木材和花纹型塑料,可以用粉末发射的方法代替载体与基材的直接接触。对于这种非接触或软接触体系来说,线速与基材和辊轮的距离之间有一个匹配。对于磁型基材来说,少量的用于消除辊轮和基材磁型的载体也是必需的。
改进的旋转电磁刷技术的优点包括:高沉降率,高线速,平整的涂膜,较宽范围的膜厚。可通过沉积电压来调节粉末的膜厚。比较细的粉末,粒径低于9μm的粉末也能使用。
4 TraA技术
Fraunhofer公司的TraA技术,使用粉末传输技术代替喷枪,如图4所示,避免了传统粉末喷涂应用速度的局限性和膜厚差异。
图 4 TraA 高速粉末涂装原理
在这种技术中,粉末通过循环输送带传输至带下的基材上,由于粉末粒子均匀地沉积在基材表面,从而得到比较均一的膜厚。而且,没有传送到基材上的粉末粒子并无浪费,而是随着传输带到下一个循环。这种工艺同样适用于非金属基材,线速最高在60m/min,适用于NIR固化,传统的环氧聚酯混合型粉末涂料,可得到70μm的膜厚。
5 结语
现在欧州市场大约有10条卷材粉末涂装线,线速在20m/min,基本以喷枪和旋转式涂装为主。美国MSC公司的粉末云技术已处于半商业化阶段。而DSM公司的EMB技术基本处于小试阶段,TraA技术只是刚刚完成试验。与这些涂装线配套的粉末涂料一般由知名的公司,如杜邦、阿克苏、罗门哈斯和G等行业巨头提供。
卷材涂料这几年在我国发展的空间很大,随着人们环保意识的加强,以及成本降低的要求,粉末涂装卷材涂料是发展的趋势。有人预言卷材涂料将迎来粉末涂装的时代。但由于种种原因,目前为止国内还没有一条真正意义的粉末卷材涂装线,人们关注的也不多。本文着重介绍国外的发展动向,以期望有识之士对粉末卷材涂装投入更大的关注。
相关文章
发布评论
 已有
已有 杭州湖州绍兴马莱
杭州湖州绍兴马莱 巴洛克风格餐厅
巴洛克风格餐厅 马来漆工程097
马来漆工程097 马来漆工程095
马来漆工程095 马来漆工程094
马来漆工程094 马来漆工程086
马来漆工程086 马来漆工程082
马来漆工程082 马来漆工程078
马来漆工程078 马来漆工程069
马来漆工程069 马来漆工程065
马来漆工程065 马来漆工程061
马来漆工程061 马来漆工程060
马来漆工程060 马来漆工程051
马来漆工程051 马来漆工程036
马来漆工程036 马来漆工程034
马来漆工程034 马来漆工程031
马来漆工程031 马来漆工程028
马来漆工程028 马来漆工程001
马来漆工程001 马来漆工程002
马来漆工程002 马来漆工程003
马来漆工程003 马来漆工程004
马来漆工程004 马来漆工程005
马来漆工程005 马来漆工程006
马来漆工程006 马来漆工程007
马来漆工程007 马来漆工程008
马来漆工程008