
涂料技术
研究光固化涂料在真空镀膜中的应用
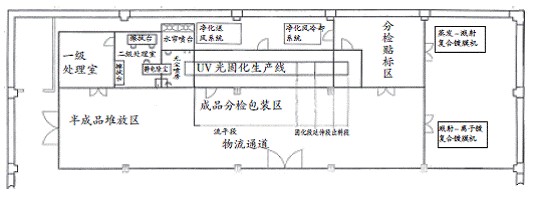
该光固化生产线由红外流平段、光固化段、延伸段、进出料段、空气净化抽风系统等组成。工件涂膜经光固化后进入真空镀膜区,那里放置了真空蒸镀-磁控溅射复合镀膜机和磁控溅射-离子镀复合镀膜机。光固化段共配置了9套紫外线照射灯具(水银灯):顶灯3支,分别为顶前5.6kW,顶中5.6kW,顶后8.0kW;左右各2支,分别为左上5.6kW,左下5.6kW,右上5.6kW,右下5.6kW;底灯共2支,分别为底前8.0kW,底后5.6kW。灯管可根据上、下、左、右、前、后各个方位调节。整个布局为立方体照射。生产时根据工艺规范选择开灯的数量和区域。
3应用举例
产品名称:ABS塑料汽车轮毂盖。基本性能要求:(1)外观:表面光洁,无表观缺陷,色泽和亮度与电镀铬一致;(2)铅笔硬度:≥H;(3)划格附着力:100/100;(4)CASS寿命≥72h。数量:批量。
根据上述要求,依次按照下列顺序进行作业:
(1)检查光固化涂料:选用光固化脂环族环氧树脂改性丙烯酸酯涂料作为工件的底涂料。涂装前要仔细检查涂液性能,即本体是否均匀,有无含有未溶解完全的高黏度结块,是否有杂质和不溶性颗粒,有无超过涂料贮存期,涂液的黏度等。
(2)工件的预处理:清除工件表面的油污、残存脱模剂、静电和灰尘等。
(3)涂料的涂覆:采用喷涂方法,在喷涂台上进行。将光固化脂环族环氧树脂改性丙烯酸酯涂料均匀地喷涂在工件表面,固化后的涂膜厚度达15~20μm。
(4)涂膜流平:工件进入涂装生产线的流平阶段,红外线加热,温度控制在55~60℃范围。
(5)涂膜的光固化:按脂环族环氧树脂改性丙__烯酸酯涂料光固化能量的要求,开启上灯(5.6kW和8.0kW)2个,左右灯(6.6kW)各1个,底灯(8.0kW)1个。固化时间为45~60s。
(6)光固化后的延伸:工件经延伸段进入真空镀膜室。
(7)真空镀钛氧化物底镀层:用中频磁控溅射镀膜设备镀覆。真空室内装有一对孪生平面磁控钛靶,供电的溅射电源规格是30kVA、40kHz。先抽真空至6×10-3Pa,工件架转动,然后充一定比例的Ar和O2。调节各种参数,进行溅射镀膜5min。
(8)真空镀铬膜:用阴极电弧离子镀设备镀覆。先抽真空至6×10-3Pa,工件架转动,充入Ar至真空度为1.5×10-1Pa。开启铬靶电源,调节各种参数,离子镀膜3min。然后关闭Ar源,在高真空下离子轰击镀1.5min。
(9)真空镀钛氧化物面镀层:其工艺与步骤(7)相同。
(10)检验和包装。
经上述工序的涂镀,ABS塑料汽车轮毂盖具有如下优良性能:
表面色泽:与电镀铬一致;划格镀层的附着力(百格):100/100;铅笔硬度:1~2H;CASS试验:>96h。可见,本研究产品性能显著优于真空镀铝产品,也优于电镀铬产品。
本研究将光固化涂料与真空镀膜复合,既保持了塑料密度小、质量轻的特点,又具有金属铬的银白色泽,以及导电、导热、耐磨、耐划伤等性能,并且具有优异的耐蚀性。对于表面光洁的塑料板材和形状不复杂的制品,可以用本研究技术代替电镀铬,使生产工序简化,水和电的消耗显著减少,可节省铜和镍等金属资源,同时实现了镀铬的清洁生产。
4结语
(1)光固化有机涂层与真空镀层的复合是一种应用广泛的复合表面处理技术。(2)真空镀铬对光固化底涂层提出了更高的要求:足够的耐热性和耐辐照性,与基材及真空镀膜层有良好的结合力,不能相互发生化学反应,具有良好的流平性等。脂环族环氧树脂改性丙烯酸酯涂料基本上达到这些要求,从而为真空镀铬以及需要采用离子镀和磁控溅射的真空镀膜创造了基本条件。(3)光固化有机涂层与真空镀铬复合,加上钛氧化物膜的保护,形成了一种新的镀铬技术,其性能显著优于真空镀铝,而与传统的电镀铬相比较,则具有环保、节能、节水、节材、简化工序、降低成本以及性能更优的特点,值得大力推广。
产品名称:ABS塑料汽车轮毂盖。基本性能要求:(1)外观:表面光洁,无表观缺陷,色泽和亮度与电镀铬一致;(2)铅笔硬度:≥H;(3)划格附着力:100/100;(4)CASS寿命≥72h。数量:批量。
根据上述要求,依次按照下列顺序进行作业:
(1)检查光固化涂料:选用光固化脂环族环氧树脂改性丙烯酸酯涂料作为工件的底涂料。涂装前要仔细检查涂液性能,即本体是否均匀,有无含有未溶解完全的高黏度结块,是否有杂质和不溶性颗粒,有无超过涂料贮存期,涂液的黏度等。
(2)工件的预处理:清除工件表面的油污、残存脱模剂、静电和灰尘等。
(3)涂料的涂覆:采用喷涂方法,在喷涂台上进行。将光固化脂环族环氧树脂改性丙烯酸酯涂料均匀地喷涂在工件表面,固化后的涂膜厚度达15~20μm。
(4)涂膜流平:工件进入涂装生产线的流平阶段,红外线加热,温度控制在55~60℃范围。
(5)涂膜的光固化:按脂环族环氧树脂改性丙__烯酸酯涂料光固化能量的要求,开启上灯(5.6kW和8.0kW)2个,左右灯(6.6kW)各1个,底灯(8.0kW)1个。固化时间为45~60s。
(6)光固化后的延伸:工件经延伸段进入真空镀膜室。
(7)真空镀钛氧化物底镀层:用中频磁控溅射镀膜设备镀覆。真空室内装有一对孪生平面磁控钛靶,供电的溅射电源规格是30kVA、40kHz。先抽真空至6×10-3Pa,工件架转动,然后充一定比例的Ar和O2。调节各种参数,进行溅射镀膜5min。
(8)真空镀铬膜:用阴极电弧离子镀设备镀覆。先抽真空至6×10-3Pa,工件架转动,充入Ar至真空度为1.5×10-1Pa。开启铬靶电源,调节各种参数,离子镀膜3min。然后关闭Ar源,在高真空下离子轰击镀1.5min。
(9)真空镀钛氧化物面镀层:其工艺与步骤(7)相同。
(10)检验和包装。
经上述工序的涂镀,ABS塑料汽车轮毂盖具有如下优良性能:
表面色泽:与电镀铬一致;划格镀层的附着力(百格):100/100;铅笔硬度:1~2H;CASS试验:>96h。可见,本研究产品性能显著优于真空镀铝产品,也优于电镀铬产品。
本研究将光固化涂料与真空镀膜复合,既保持了塑料密度小、质量轻的特点,又具有金属铬的银白色泽,以及导电、导热、耐磨、耐划伤等性能,并且具有优异的耐蚀性。对于表面光洁的塑料板材和形状不复杂的制品,可以用本研究技术代替电镀铬,使生产工序简化,水和电的消耗显著减少,可节省铜和镍等金属资源,同时实现了镀铬的清洁生产。
4结语
(1)光固化有机涂层与真空镀层的复合是一种应用广泛的复合表面处理技术。(2)真空镀铬对光固化底涂层提出了更高的要求:足够的耐热性和耐辐照性,与基材及真空镀膜层有良好的结合力,不能相互发生化学反应,具有良好的流平性等。脂环族环氧树脂改性丙烯酸酯涂料基本上达到这些要求,从而为真空镀铬以及需要采用离子镀和磁控溅射的真空镀膜创造了基本条件。(3)光固化有机涂层与真空镀铬复合,加上钛氧化物膜的保护,形成了一种新的镀铬技术,其性能显著优于真空镀铝,而与传统的电镀铬相比较,则具有环保、节能、节水、节材、简化工序、降低成本以及性能更优的特点,值得大力推广。
下一篇:研究淋涂玻璃烤漆的配方及涂膜性能
相关文章
发布评论
 已有
已有 杭州湖州绍兴马莱
杭州湖州绍兴马莱 巴洛克风格餐厅
巴洛克风格餐厅 马来漆工程097
马来漆工程097 马来漆工程095
马来漆工程095 马来漆工程094
马来漆工程094 马来漆工程086
马来漆工程086 马来漆工程082
马来漆工程082 马来漆工程078
马来漆工程078 马来漆工程069
马来漆工程069 马来漆工程065
马来漆工程065 马来漆工程061
马来漆工程061 马来漆工程060
马来漆工程060 马来漆工程051
马来漆工程051 马来漆工程036
马来漆工程036 马来漆工程034
马来漆工程034 马来漆工程031
马来漆工程031 马来漆工程028
马来漆工程028 马来漆工程001
马来漆工程001 马来漆工程002
马来漆工程002 马来漆工程003
马来漆工程003 马来漆工程004
马来漆工程004 马来漆工程005
马来漆工程005 马来漆工程006
马来漆工程006 马来漆工程007
马来漆工程007 马来漆工程008
马来漆工程008